努力打造中國數控機床行業品(pǐn)牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
400-106-3006
努力打造中國數控機床行業品(pǐn)牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
400-106-3006

聯係人:陳總
手機(jī): 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區
潤滑、保養、合理使用和規範(fàn)的交接班製度等,是數控車床管理的主要內容。數控車床操作人員的技術業(yè)務素質,以及潤滑的好壞是影(yǐng)響故障發(fā)生頻率的重要因素。
對數控車床操作人員進(jìn)行培訓,使其對機床原理、性能、潤(rùn)滑部位及其方式,進行較係統的學習,為更好的使用機床奠定了基礎。同時(shí)在數控車床的使用與管理方麵,製定一係列切合實際、行(háng)之有效的措(cuò)施。使(shǐ)責任明確到操作者本人,並與經濟利益直接掛鉤。對出現的每一起事(shì)故,由設備主管(guǎn)主任組織設備(bèi)員、維修人員,技術骨幹等進行事故分析,確定主要與非主要責任方,並進(jìn)行善後(hòu)維修工作的安排,確保不影響正常(cháng)的生產進度。對責(zé)任人(rén)進行批評教育(yù),並按照廠內“生產資料非正常損壞的索賠辦法”進行(háng)一定的經濟處罰。當然(rán)經濟處罰不是目的,主要是為(wéi)了(le)引起責任方對事故的高度重視,不再犯同樣的錯誤。發生事故或操(cāo)作失(shī)誤並不可怕,關鍵在於(yú)如何從失敗(bài)中汲取經驗。
強調交接班手續,加強設備的日常維護保養是(shì)數控車床管理的另一重要內容。要(yào)求操作者每天工作前先看交接班記錄,再檢(jiǎn)查有無(wú)異常現象後,觀察設備的自動潤滑油箱是否虧油,然後再手動操作加幾(jǐ)次油。正常情況下,過幾秒鍾以(yǐ)後,機床的(de)導軌都應有潤(rùn)滑油流出來,之後再人工給數控車床的其(qí)他部件(jiàn)、附件等油孔(kǒng)注油,特別是液(yè)壓卡盤心部與(yǔ)拉杆連接的活塞類部件,如長(zhǎng)時間不用、不進行保養,很可能無法再進行裝夾行程的調整。刀台類部件、螺紋孔、水孔(kǒng)內,容易積(jī)留一些鐵(tiě)屑,隻幾天工夫就會粘連成一體,清理起來相當費事,這些東(dōng)西與切削液混合(hé)易發生氧化、腐蝕等(děng)。如果每(měi)天都將這些雜物清理幹淨,將會省去不少麻煩。特別是設備的刀台都是旋轉時抬起,到位後(hòu)反轉夾緊落下(xià),zui容易將未及時清理的鐵屑卡在裏麵(miàn),造成刀台無法夾緊或刀台不正位,有報警反饋功能的設備就會報警。而相當一部分數控設備,不具備這種功能,即使刀台不到位,仍會按照指令程序進行工件的加工運動。輕者造成工件報廢,重者刀台會撞到工件或卡盤上。
綜上所述,設備的管理、保養、潤滑做得(dé)好(hǎo)與壞(huài),直接關係到操(cāo)作者的切身利益和廠裏的生(shēng)產進度。所以對數控車床的管理工(gōng)作,要從(cóng)點滴入(rù)手,從小(xiǎo)事做起。操作者要認真細致地照料設備,才會得到豐厚的回報。
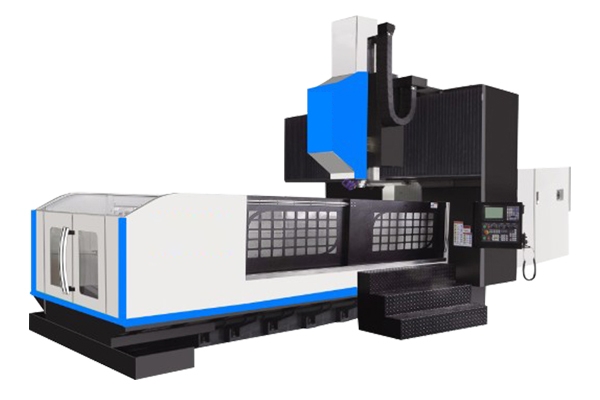
控龍門加工中心")

服務熱(rè)線:400-106-3006
手機:135-8490-8969 陳(chén)總
郵箱:tonkyo@163.com
公司地址:泰州薑(jiāng)堰(yàn)華港鎮龍溪工業園區