
努力打造中國數控機床行業(yè)品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務(wù)熱線:
400-106-3006
歡迎光臨江蘇漢工數控科(kē)技有限公司官方網站(zhàn)!
努力打造中國數控機床行業(yè)品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務(wù)熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑(jiāng)堰華港鎮(zhèn)龍溪工業園區

裝(zhuāng)置臥式加工中心的環境;臥式加工中(zhōng)心應該裝(zhuāng)置在遠離震源(yuán)、不要被(bèi)陽光(guāng)直射、沒有熱輻射和沒有濕潤的當地。複合加工中心廠家假如裝置臥式加工中(zhōng)心的當地(dì)鄰近有震源,應該在臥式加工(gōng)中心的周圍設置防震溝。假如不設置防震溝(gōu)會直接影響到臥式加工中心的加工精度以及(jí)安穩性,複合加工中心時刻一久就(jiù)會影響到電子元件接(jiē)觸不良,發生毛病,影響臥式加工中心的牢靠性(xìng)。

由於加(jiā)工中心剛(gāng)度會直(zhí)接影響到生產效率以(yǐ)及機床的加工精(jīng)度,複合(hé)加工中心廠家加工中心(xīn)的加工速度大大高(gāo)於普(pǔ)通機床(chuáng),電動機功率也高於同規格的(de)普通機床,因此其結(jié)構設計的剛度也遠高於普通機床(chuáng)。訂貨時可按工藝要求、允許(xǔ)的扭矩、功率、軸力和進給力zui大值,供應複合加工中心根據(jù)製造商提供的數值進行驗算。為了獲得機床的高剛性,往往不局限於零件尺寸,而選用(yòng)相(xiàng)對零件尺寸大1至(zhì)2個規格的機床。
在企業的(de)技術改造中,為提(tí)高競爭力,供(gòng)應複合加工中(zhōng)心都(dōu)把加工(gōng)中心(xīn)放在優先選擇的地位,都(dōu)希望用少的投資獲得精度高、功(gōng)能(néng)強、運行可靠的機床。由於加(jiā)工中心一次性投資大、技術複雜,給用戶選型訂貨造成許多不便;同時(shí)價格、功能和精(jīng)度是一個對立的統一體。複合加工中(zhōng)心廠家因此,用戶如何選擇適合的機床顯得十分重要。機床選(xuǎn)型不僅(jǐn)是以機床技術、加工技術為基礎的實際綜合應用技術,而且是一種受自身經濟實力約束的應(yīng)用技術。加工中心(xīn)的選型,由於價格遠(yuǎn)比普通機床昂貴,所以受到(dào)的製約因素更多,機床選擇合理與否就更顯突(tū)出。正確選型是用(yòng)好加(jiā)工中心、使加工中心發揮效益的關鍵。

龍門(mén)刨銑床適(shì)應轉速(sù)要求不同型號(hào)、規格和精度等級的軸承所允許的(de)最高轉速是不同的(de)。在相同條件(jiàn)下,供應複合加工中心點接觸的比線接觸的高;圓柱滾子比圈(quān)錐(zhuī)滾子高。因此(cǐ),應(yīng)綜(zōng)合考慮對主軸部件剛度和轉速兩方麵的要求來選擇軸承配置形式。龍門刨(páo)銑床適應精度的(de)要求主軸部件承受軸向七的推力軸承配置方式直接影響主軸的(de)軸向位置精度。複合加工中心廠家常用的(de)三種配置形式的工作性能和應用範圍(wéi)。前端(duān)定位時,主軸受(shòu)熱變形向(xiàng)後延伸,不形響加(jiā)工精度、但前支承結(jié)構複雜,調整軸承間隙較不方便,前支承處發熱l量較大。後端定位的特點與上述相反。兩端(duān)定位時,主軸受熱伸長時軸承(chéng)軸向(xiàng)間隙的改變較大。

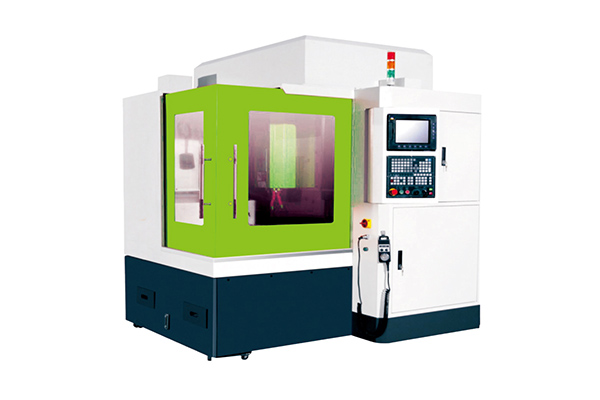
數控臥式加工中心的導軌采用(yòng)款包容窄導向的設計原(yuán)則,導(dǎo)軌淬火磨削(xuē),硬度可達hrc52以上,與其相配的導軌麵貼塑,並采用間歇集中潤滑,機床運動平穩,精度保持性好。供應複合加(jiā)工中心(xīn)數控轉台為連續分度,采用(yòng)德(dé)國進(jìn)口INA平板式推力(lì)向心球軸承,以保證良(liáng)好的傳動剛性與優化的減震(zhèn)性(xìng)能,複合加工中心廠家極大的改善了傳動係統的動態剛(gāng)性,可實現15m/min快速移動(dòng)速(sù)度。
心")

服務熱線:400-106-3006
手機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業(yè)園區
心加工")

