
努力打造中國數控(kòng)機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控(kòng)機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區

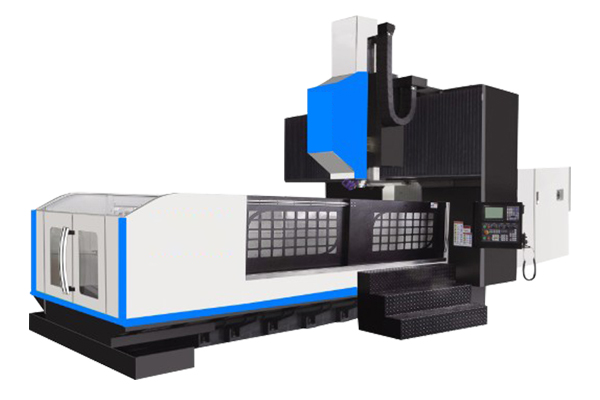
臥式(shì)加工中心與普通機床相比,加工精度更(gèng)高,具(jù)有非常穩定(dìng)的加工質量。因此,操(cāo)作人員的素質要(yào)求很高,供應龍門銑(xǐ)加工中心特別是在減震器方(fāng)麵(miàn),應注意以(yǐ)下使(shǐ)用方法:喇叭到機器(qì)在所需的腳孔中,螺釘的(de)滲透,腳夾緊螺母,所述螺母被放置在接觸與機(jī)器機床調平後,擰緊螺絲調平,固定水平狀(zhuàng)態..因為橡膠的蠕變現(xiàn)象(xiàng),無錫數控車床,在墊鐵第(dì)yi次(cì)使用時,龍門銑加工中心(xīn)價(jià)格兩(liǎng)星期(qī)以後再調(diào)節一(yī)次(cì)機床水平機床橫向調整,螺母逆時針旋轉,機(jī)床向上。
數控機床主(zhǔ)軸軸承徑向和軸向遊隙過大或過小是造成數控機床故障的主要原因(yīn)。間隙(xì)過大會使主軸(zhóu)跳動,車削(xuē)出來的工件產生橢(tuǒ)圓、供應(yīng)龍門銑加工中心棱圓或波紋等,間(jiān)隙(xì)過小在高轉(zhuǎn)速時會使主軸發熱(rè)而損壞。數控機床調整時,先擰鬆鎖緊螺釘5和螺母4,數控加(jiā)工中心報價,使軸承7的內圈相對主軸(zhóu)錐形軸頸向右移動,數控(kòng)加工中心(xīn)批發,由於錐麵的 作用,龍門銑(xǐ)加工中心價(jià)格軸承內圈產生徑向彈性膨脹,將滾子與內、外圈之間的間(jiān)隙減少(shǎo)。數控機床調整合適後,應將鎖緊螺釘5和螺母4擰緊(jǐn),軸承(chéng)3的(de)間隙可用螺母l調整。

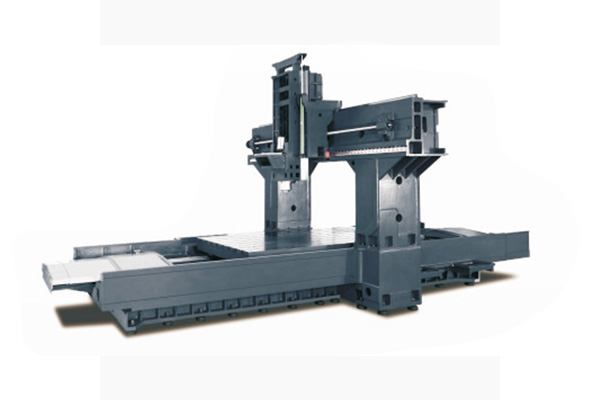
所謂切削加(jiā)工(gōng),就是在控製金屬等材料(加工物(wù))與工具相對運(yùn)動的同時,通過磨(mó)削、開孔,塑造出目標(biāo)形狀的(de)技術。切削加(jiā)工大致可分為2類,分別是固定加(jiā)工物、控(kòng)製工具旋轉的“銑削”,供應龍門銑加工中心以及旋轉加(jiā)工物的“車削”。銑床加(jiā)工通過旋轉安裝(zhuāng)在旋轉軸上的、名為銑刀盤的切削工具,來(lái)進行切削的加工。該(gāi)工藝會用工具間斷地銼(cuò)磨固定的加工物(wù)進行切削,因此不僅能將加工物表麵(miàn)加工成平麵、曲麵,還能實現打孔、切槽等(děng)各類加工。根據安裝工具的主軸的(de)方向,銑刀盤可分為臥式、立式,還有主體呈門狀(zhuàng)的門式(shì)等(děng)種(zhǒng)類,可利用正(zhèng)麵銑(xǐ)刀、立銑刀、槽銑刀等工具,龍門銑加工中心價格將加工物加(jiā)工成目標形狀。通用銑削是由操作人員手動進行(háng)操作的銑床加(jiā)工。在(zài)控製工具與加工物相對移動的同時,操作人員需要自行判(pàn)斷設定工具的位置(zhì)、送刀、速度、切入量等加工條件。能夠實現隻有手動才能達成的精細加工,獲得高品質成(chéng)品。
刀庫的故障刀庫的主要故障有:龍門銑加工中(zhōng)心(xīn)價格刀庫不(bú)能轉動或轉動不到位;刀套不能夾緊刀具;刀套上下不到位等。刀庫不能轉動或轉動不到(dào)位 刀庫不能轉動的原因可能有:聯接(jiē)電動機軸與蝸杆軸的聯軸器鬆動;供應龍門(mén)銑加工中心變頻器故障,應(yīng)檢查變頻(pín)器的輸入、輸出電壓是否正常;PLC無控製(zhì)輸(shū)出,可能是接口(kǒu)板中(zhōng)的繼電器失效;機(jī)械連接過緊;電網電壓過低(dī)。




