
努力打造中(zhōng)國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
400-106-3006
努力打造中(zhōng)國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區

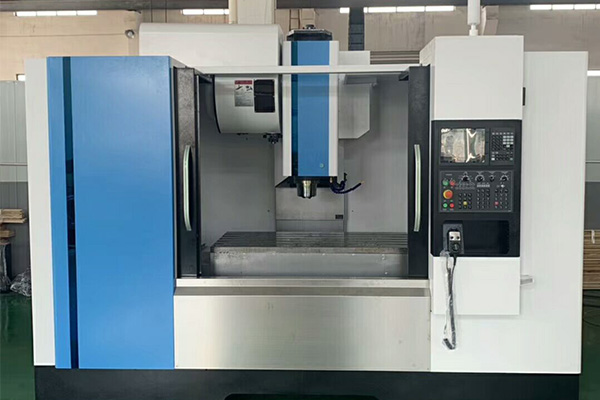
刀庫的故障刀庫的主要故障有:臥式加工中心報價刀庫不能轉動或轉動不到位;刀(dāo)套不能夾緊刀具;刀套上下不到位等(děng)。刀(dāo)庫不能(néng)轉動或轉動不到位 刀庫不能轉動(dòng)的原因可能有:聯接電動機(jī)軸與蝸杆軸的聯(lián)軸(zhóu)器鬆動;供應臥式加工中心變頻器故(gù)障,應檢查變頻器的輸入、輸出電壓是否(fǒu)正常(cháng);PLC無控製輸出,可能(néng)是接口板中的繼電器失效;機械連接過緊;電(diàn)網電壓過低(dī)。

嚴格按照設(shè)備用油要求進行加油,做(zuò)到(dào)潤滑的定時(shí)、定點定(dìng)量、定質、人。操作前,應先啟動機床(chuáng)液壓潤滑5一10分鍾,供應臥式加工中心 然後(hòu)再用手動方式運轉各運動軸,查看各部運轉是否正常;確認(rèn)運轉正常、潤滑(huá)良好、無任何報警(jǐng)、方能(néng)開始工作(zuò)。工作前(qián)應根據工(gōng)件材質、技術要求、刀具材料(liào)合理選擇切削用(yòng)量,正確編寫(xiě)加工程序,核對無誤後方能進(jìn)行試(shì)切及工件(jiàn)加工。臥式加工中(zhōng)心報價在開動機床各運動軸時,應注意觀察周圍環(huán)境有無(wú)障礙物,確認安全後方能開動。
主軸線是一組部件,包括電(diàn)主軸本身和它(tā)的附件:臥式加工中心報價電主軸高(gāo)頻逆變器、潤滑油霧冷卻裝置編碼器內置換(huàn)刀等。高效數控加工中心(xīn)這種主軸電機和主軸“組合”傳動結構,主軸元件和驅動係統相對獨立於(yú)機器的整體結(jié)構,因此(cǐ)可以製成“主要單元”,典型的、高(gāo)精(jīng)度環、低噪音帶鎖定結構更適合噴霧(wù)潤滑。主軸電機在數控(kòng)機床領域,這種直線電機技術和高(gāo)速切削刀具,供應臥式加工中心高速加工新技術的(de)主軸電機集成到一個新(xīn)的技術(shù)。它是包括主軸本身及(jí)其附件主軸組件(jiàn):高頻主軸單元。反相、噴霧潤滑裝置冷卻設(shè)備改變、集(jí)成編碼器和類似的工具。
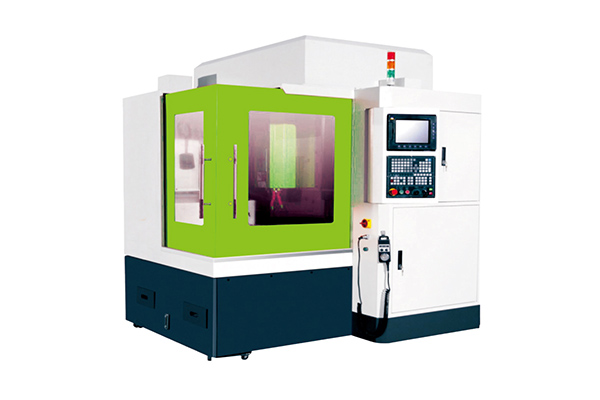
數控車床出(chū)產廠家建議您加工時找出發(fā)生共振的工件,供應臥式加工中心改動頻率,避免再次發生共振;重新(xīn)考慮加工工藝,編製合理的程序;步進電機中的加工(gōng)速率F不能設置過大;替換同步帶;確定機(jī)床裝置牢固,放置平穩,查看拖板是否過緊,間隙(xì)增大(dà)或刀架鬆動等。臥式加工中心報價另一個問題便是工(gōng)件加(jiā)工時的工序發生變(biàn)化,但其它工序(xù)尺度。導致這種(zhǒng)情況呈現的原因是這段程序參數不合理,不在預定軌道內(nèi),變成格局(jú)不契合(hé)說明(míng)書要求等。處(chù)理措施相對(duì)簡單,查看螺紋程序段是否呈現亂碼,或螺距(jù)不對,重新編製這(zhè)段的程(chéng)序。


服務(wù)熱線:400-106-3006
手機:135-8490-8969 陳總
郵(yóu)箱:tonkyo@163.com
公司地址:泰州(zhōu)薑堰華港鎮龍溪(xī)工業園(yuán)區
加工")

