
努力打(dǎ)造中國數控機床行業品牌
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打(dǎ)造中國數控機床行業品牌
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區
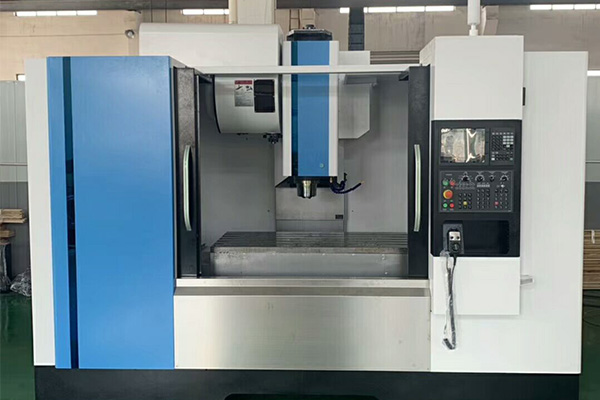
臥(wò)式加工中心的主軸和工作台的(de)表麵都是立式設計的加工中心,一(yī)般加工(gōng)都是大型機床(chuáng),那麽,定製立式加工中心在實際生產和應用中它與臥式加工中心有什麽區別呢設計不同上述設計是從兩個工作表麵臥式加工中心的(de)主(zhǔ)軸線不同的設計師的垂直和水平的加工中心,並平行於工作表(biǎo)麵設計師長軸,立式加(jiā)工中心報價水平適用於處理(lǐ)大的箱型(xíng)的部件。

雕銑機遠離(lí)粉(fěn)塵、液體飛濺和有腐蝕性氣體的環境。避(bì)免陽光直接照射,室內應(yīng)配有良好的燈光照明設備。地基結實(shí)堅固、表麵平整,定製立式(shì)加工中心雕銑機(jī)在正常工作時,不致(zhì)引(yǐn)起振動。環境應通風良(liáng)好(hǎo),溫度存0—35℃,相對濕(shī)度應小於75%。立式加工中心報價廠房(fáng)內有可靠的按地線,並使用帶有按(àn)地極(E極)的三極插(chā)座,接地極必(bì)須與大地接觸良好。一般要(yào)求接(jiē)地電阻小於10Ω
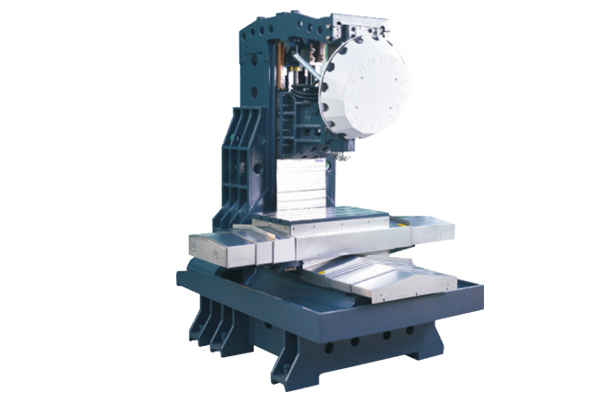
立(lì)式加工中(zhōng)心工件裝夾、定位方便;刃具運動軌跡易觀察,調(diào)試程序檢查測量方便,立式加工中心采購,可及時發現問題,立式加工中心報價進(jìn)行(háng)停機(jī)處理或修改;冷卻條件易建立,立式加工中心,切削液能直接到達刀具和加工表麵;三(sān)個坐標軸與笛卡兒坐標係吻合,定製立式加工中心感覺直觀與圖樣視(shì)角一(yī)致,切屑易排除和(hé)掉落,避免劃傷加工過的表(biǎo)麵。餘應的加工中心相比,結構(gòu)簡單,謬較小,價格較低。

數控車床在日常操作中的維護(1)嚴格遵守操作規程和日常維護製度(2)應盡量少開數控櫃和強電櫃的門(mén)在山東數(shù)控車床(chuáng)加工車間的空氣中一般都會有油霧、灰塵甚至金屬粉末,定製立式加工中心一旦它們落在數控係統內的電路(lù)板或(huò)電子器件上,容易引起(qǐ)元(yuán)器件間絕緣電(diàn)阻下降,甚至導致元器件及電路板損壞。(3)定時清掃數控櫃的散熱通風係統(tǒng)應(yīng)檢查數控櫃上的各(gè)個冷卻風(fēng)扇工作(zuò)是否正常。每半(bàn)年或每季度檢(jiǎn)查一次風道過濾(lǜ)器是否(fǒu)有堵塞現象,立式加工中心報價若過濾網上灰塵積聚過多,不及時清(qīng)理(lǐ),會引起數(shù)控櫃內溫度過高。(4)數控係統的輸入(rù)/輸出裝(zhuāng)置的定期維護。

刀具半徑補償量(liàng)的變化一般在加工(gōng)中心加工一段時間後出現(xiàn)。對連續(xù)的程序段,當(dāng)刀(dāo)具半(bàn)徑補償量變化(huà)時(shí),某一程(chéng)序段終點的矢(shǐ)量(liàng)要用該程序段指定的刀具(jù)補償量進行計算。在進行數控程序的編製時,立式加工中心報(bào)價一般菠萝视频把刀具的半徑補償(cháng)量(liàng)在補償代碼中輸入為正值,如(rú)果把刀具半(bàn)徑補償量設為負值時,在走刀軌(guǐ)跡方向不變的情況下,則相當於(yú)把數控程(chéng)序中的補償位置指令,G41和G42互換,定製立式加工中心有(yǒu)可能出(chū)現加工中心原(yuán)本進行工件外側的加工(gōng)變為內側(cè)加工,出現意想不到的問題,所以半徑補償輸(shū)入時一定要注意(yì)著兩種(zhǒng)補償方向的設置(zhì)。

中國龍門加工中心原市場保有量少,立式加工中心報價二手市場更是幾乎沒(méi)有。中國製造(zào)正在逐步邁向中國“智”造中國數控機(jī)床正在(zài)轉向高速化、高精度化、複合化、智(zhì)能化、開放化、並聯驅動化、網絡化、極端化、綠(lǜ)色化已成為數控機床(chuáng)發展的趨勢和方向(xiàng)。中國作為一(yī)個製造(zào)大國,定製立式加工中心主要還是依靠勞動力、價格、資源等方麵的比(bǐ)較優勢維(wéi)普龍門加工中心更是製造商的不二(èr)之選。


服務熱線(xiàn):400-106-3006
手機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址(zhǐ):泰州(zhōu)薑堰華港(gǎng)鎮(zhèn)龍(lóng)溪工業園區
心(xīn)加工")

