
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑(jiāng)堰華港鎮龍溪(xī)工業園區

雙工位(wèi)交換工作台,當一個工(gōng)作台在加工區內運行,另一工作台則在加工區外更換工件,為下一個工件的加工做準備,龍門銑(xǐ)加工中心報價采用較新直驅式(shì)電機傳動機構,傳動速度快(kuài),定製龍門銑加工中心可實現4.5S工作(zuò)台交換動作。使(shǐ)裝夾與加工同步進行,對加工時間短、裝夾頻繁(fán)節(jiē)拍要求高的零件加工具有明顯優勢,大大提高了設備的利用率。

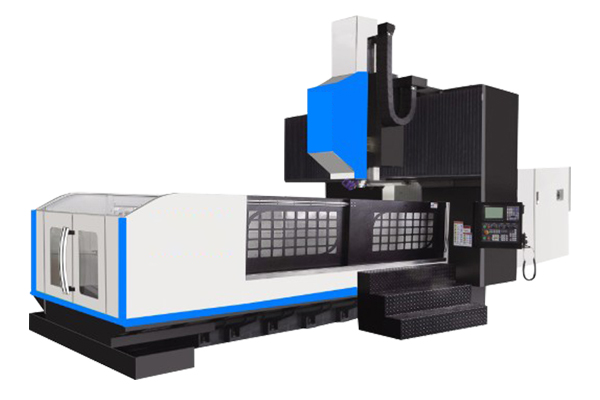
中國龍門加工中心原市場保有量少,龍(lóng)門銑(xǐ)加工中心報價二手(shǒu)市場(chǎng)更是幾乎(hū)沒有。中國製造(zào)正在逐步邁向中國“智(zhì)”造中(zhōng)國(guó)數(shù)控機床正在轉向高速化、高精度化、複合化、智能化、開放化、並聯驅動化、網絡化、極端化(huà)、綠色化已成為數控機床(chuáng)發展(zhǎn)的趨勢(shì)和方向。中國作為一個製造大國,定製龍門銑加工中心(xīn)主要還是依靠勞動力、價格、資源等方麵(miàn)的比較優勢維普龍門加工中心更是製造商的(de)不二之選。

高(gāo)速加工(gōng)中心切削參數的選(xuǎn)擇原則與普通機床相同。也就是說,具體數值應(yīng)根據數控機床使(shǐ)用說明書和金屬切削原理規定(dìng)的方法和原則,定製龍(lóng)門銑加工中心結(jié)合實際加(jiā)工經驗確定。1.影響高速加工中心切削參數的因素(sù)(1)不同廠(chǎng)家的刀具質量差異(yì)很大,因此在確定切削參數時,必須根據廠家給定的參(cān)數和加工現場的(de)情況進行修正。(2)電動機功率和機床剛(gāng)度的限製必須在機床規範規定的(de)範圍內選擇,龍門銑加工中心報價以避免因(yīn)功率和剛度不足而引(yǐn)起機床的大變形或振動,影響機床運行。加工精度和表麵粗糙(cāo)度。(3)高速加工(gōng)中心數控機(jī)床(chuáng)的生產率具(jù)有較高的工時成本(běn)和較低的刀具損耗成本比例。為了提高數控機床的生(shēng)產率,合理降(jiàng)低刀具壽命,應盡量選擇較(jiào)高的切削參數。
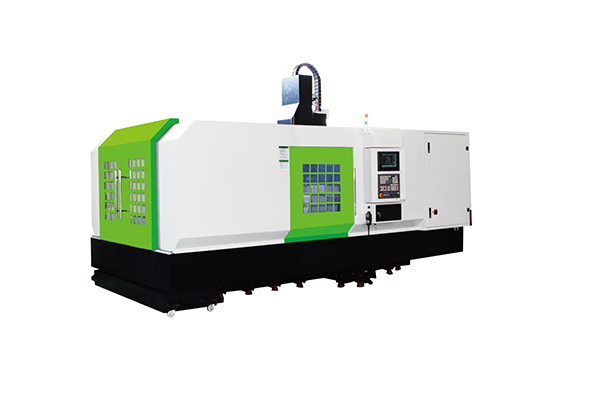
數控臥式加工中(zhōng)心的導軌采用款包容(róng)窄導向(xiàng)的設計原則,導軌淬火磨削,硬度可達hrc52以(yǐ)上,與其相配的導軌麵貼塑,並采用間歇集中潤滑,機床運動平穩,精度保持性好。定製龍(lóng)門銑加工中心數控轉台為連續分度(dù),采用德國進(jìn)口INA平板式推力向心球軸承,以保證良好的傳動剛性與優化(huà)的減震性能,龍門銑加工中(zhōng)心報價極(jí)大的改善了傳動係統的動(dòng)態剛性,可實現15m/min快速移動速度。
選擇適宜的刀具刀具壽命與(yǔ)切削用(yòng)量密切(qiē)關聯(lián)。在擬定切削(xuē)用量(liàng)時,首要任務是合理選擇刀具,刀具不同(tóng),切削用量不同,切削效率不同,切削(xuē)質量也不同。不同的刀具其刀具壽命不同。定製龍門銑加工中心合理的刀具選擇,應在滿足切削質量的同(tóng)時綜合考慮切削效率、刀(dāo)具壽(shòu)命、刀具成本等因素,即,經(jīng)濟和高效是其選擇原則。選(xuǎn)擇合理的切(qiē)削用(yòng)量操作人員要依據被加(jiā)工對象的材質、硬度、切削狀況、加工質量要求等擬定加(jiā)工工藝,確定加工路徑、進給量、切削(xuē)深度等參(cān)數,龍門銑加(jiā)工中心報價選(xuǎn)擇適宜(yí)的切削速度。適宜的加工條件的選(xuǎn)定是(shì)在這些要素的基(jī)礎上選定的。有規則的(de)、穩定的刀(dāo)具磨損並達到壽命才是理想的條件。

如果立式銑床保養時應該先把橫梁主軸工作台和升降台在移動前應先鬆開緊固螺釘,把清除周圍雜物,定(dìng)製龍(lóng)門銑加(jiā)工中心再擦淨導軌和塗(tú)油。5.在立式(shì)銑床快速或自(zì)動進給時應先調整好限程檔鐵。6.工作中必須經常檢查設(shè)備,各部的運轉和潤滑情況。如運轉或潤滑不良(liáng)時,應停止使用。7.工作台麵禁(jìn)放工、卡量具和工件。8.調整自動循環時開車前必須檢查機床自動循環的正確性。龍(lóng)門銑加工中心報價工作完成將立式銑床的各手柄置於非工作位置,工作台放在中間位置,升降台(tái)落在下麵並(bìng)切斷電源10.嚴(yán)禁操作者超負荷使用立式銑床。




