
努力(lì)打造中(zhōng)國數控機(jī)床行業品牌
![]() 台灣原(yuán)廠技術(shù)
台灣原(yuán)廠技術(shù) ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力(lì)打造中(zhōng)國數控機(jī)床行業品牌
![]() 台灣原(yuán)廠技術(shù)
台灣原(yuán)廠技術(shù) ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地(dì)址:泰州薑堰華(huá)港鎮龍(lóng)溪工業園區

溫度和濕(shī)度會直接影響(xiǎng)臥式加工(gōng)中心;臥式(shì)加工中心一般要處於低於30攝氏度的環境下才能正(zhèng)常作業(yè),一(yī)般狀況下臥式加工中心的配(pèi)電箱內都有設置(zhì)排風扇和冷風機,以保證電子件和(hé)中心處理處於恒溫狀況下作業。供應大型加工中心假如溫度和濕度過高(gāo)會導致操控係統的元件壽數下降,導(dǎo)致臥式加工中心毛病無故增多(duō)。濕度增高的話,塵埃就會在集成電路板上增多直接導致接觸不良和短路的毛(máo)病發生。機床出廠參數設置;客戶在運用(yòng)臥式(shì)加工中心時,不能隨意更改(gǎi)機床出(chū)廠參數(shù)設置,由於這些出廠參數設(shè)置直接關係臥式加工(gōng)中心各個部件的動態特(tè)征,大型加工(gōng)中心(xīn)報價隻要空隙補償參數(shù)值能夠依據實踐狀況來設置。假如要更改出廠設置參(cān)數應聯係(xì)廠家(jiā),並在廠家技能人員指導下操作更改出廠參數設置。

立式銑床立銑頭中,主要易損件(jiàn)有主軸、主軸套簡及套筒體孔。這些零件,在不發生嚴重磨損以致(zhì)失效的情況下一般都可(kě)做-定的修複後繼續使用。 各磨損件修複方法如下:主(zhǔ)軸的修複: XA5032立式銑(xǐ)床的銑頭的主軸結構與(yǔ)XA6132臥式銑床銑頭主軸(zhóu)結構基本-致(zhì),大型加工(gōng)中心報(bào)價 其修複方法可參照進行。套簡(jiǎn)體孔的修複:套筒體孔的磨損會導致(zhì)孔的圓度(dù)、圓柱度誤差增加,表麵粗(cū)糙(cāo)度變差。由於在正常使用下,不會產生嚴重的磨損,供應大型加工中心故-般隻需 要(yào)通過研磨修複(fù),即可恢複精度。但在修複之前需要單獨做一(yī)套研磨棒以供研磨時使用。

嚴禁把超(chāo)重(chóng)、超(chāo)長的刀具裝入刀(dāo)庫,防止在機械手(shǒu)換(huàn)刀(dāo)時掉刀(dāo)或刀具與工件、夾具等發生(shēng)碰撞。順序選刀方式必須注(zhù)意(yì)刀具放置在刀庫中的順序要正確,其他選刀方式也要注意所換刀具是否與所需刀具一致,供應大型加工中心防止換錯刀具導致事故發生。用手動方式往刀庫上裝刀時,要確保裝到(dào)位,裝(zhuāng)牢靠,並檢查刀座上的鎖(suǒ)緊裝置是否(fǒu)可(kě)靠。大型加工中心報價經常檢查刀庫的回零位置是否正確,檢查機床主軸回換刀點位置是否到位,發現問題要及時調整(zhěng),否(fǒu)則不能(néng)完成換(huàn)刀動作。

立式加工中心工件裝夾、定位方便;刃具運動軌跡易觀察,調試(shì)程序檢查測(cè)量方便,立式加工(gōng)中心采購,可及時發現問題,大型加工中心報價進行停機處理(lǐ)或修改;冷卻(què)條件易(yì)建立,立式加工中心,切削液能直接到達刀具和加工表麵;三個坐標軸與笛卡兒坐標係吻合,供應大型加工中心感覺直觀與圖樣視角一致,切屑易(yì)排除和掉落,避免劃傷加工過的表(biǎo)麵。餘應的加(jiā)工中心相比,結構簡(jiǎn)單,謬較小,價格較低。

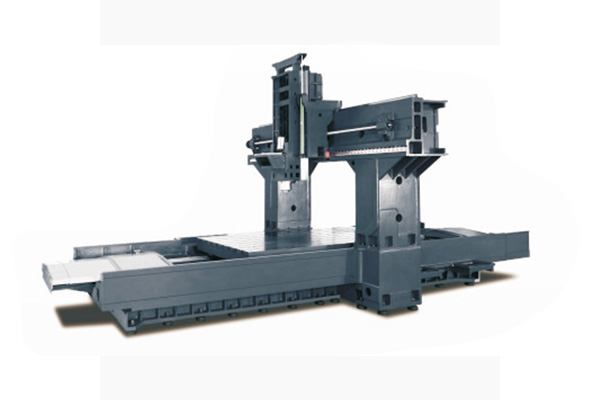
數控臥式加工中心的(de)導(dǎo)軌采用款包容窄導向的設(shè)計原則,導軌淬火(huǒ)磨削,硬度可(kě)達hrc52以上,與其相配的導軌麵貼塑(sù),並采(cǎi)用間歇集(jí)中(zhōng)潤滑,機床運動平穩(wěn),精度保持性好(hǎo)。供應大(dà)型加工(gōng)中心數(shù)控(kòng)轉(zhuǎn)台為連(lián)續分度,采用德國進口INA平板式(shì)推力向心球軸承,以保證良好的傳動剛性與優化的減震性能,大型加(jiā)工(gōng)中心報(bào)價極大的改善了傳動係統的動態剛(gāng)性,可實現15m/min快速移動速度。
由於加工中心剛度會(huì)直(zhí)接(jiē)影響到生產(chǎn)效率以及機床的加工精度,大型加工中心報價加工中(zhōng)心的加工速度大大高於普通機床,電動機功(gōng)率也高於同(tóng)規格(gé)的普通(tōng)機床,因此(cǐ)其(qí)結構設計的剛(gāng)度也遠高於普(pǔ)通機床。訂貨時可按工(gōng)藝要求、允許的扭矩、功(gōng)率、軸(zhóu)力和進給力zui大值,供應大型加工中心(xīn)根據製造商提供的數值(zhí)進(jìn)行驗算。為(wéi)了獲得機床的高剛性(xìng),往往不局限於零(líng)件尺寸,而選用相對零件尺寸大1至2個規格的機床。
加工(gōng)中心")

服務熱(rè)線:400-106-3006
手機(jī):135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工(gōng)業園(yuán)區
")

