
努力打造中國數控機床行業品牌(pái)
![]() 台灣原廠技術(shù)
台灣原廠技術(shù) ![]() 廠家直(zhí)銷
廠家直(zhí)銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌(pái)
![]() 台灣原廠技術(shù)
台灣原廠技術(shù) ![]() 廠家直(zhí)銷
廠家直(zhí)銷
服務熱線:
400-106-3006

聯係(xì)人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰(tài)州薑堰華港鎮龍(lóng)溪工業園區

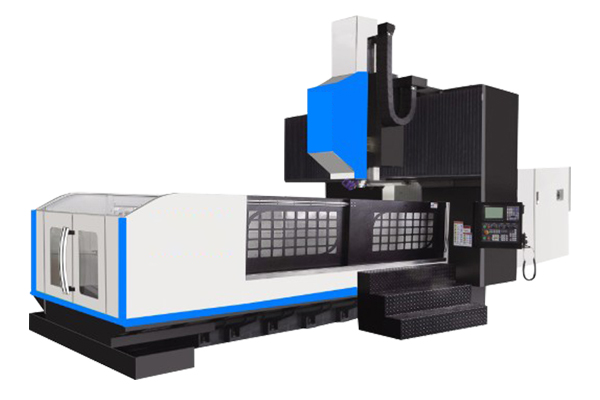
臥式加工中心的主軸和工作台的表麵都是立式設計的加工中心,一般加工都是大(dà)型(xíng)機床(chuáng),那麽,熱(rè)賣cnc加(jiā)工中心在實際生產(chǎn)和應用中它與臥式加工中心有什(shí)麽區別呢設計不同(tóng)上述設計是從兩個工作表麵臥式加工中心的主軸線不同的設計師的垂直和水平的加工中心,並平行於工作(zuò)表麵設計師長軸,cnc加工中心廠家水平適用於處理大的箱型的部件。

數控臥式(shì)加工中心的導軌采用款包容窄導向的設計原則,導軌(guǐ)淬火磨削,硬度可達hrc52以上,與其相配的導軌麵(miàn)貼塑,並采用(yòng)間歇集中潤滑,機床運動(dòng)平穩,精度保持性好。熱賣cnc加工中心(xīn)數控轉台為連續分度,采用德國進口INA平板式推力向心球軸承,以(yǐ)保證良(liáng)好的傳動剛性與優化的(de)減震性(xìng)能,cnc加工中心廠家極大的改(gǎi)善了傳(chuán)動係統的動態剛性,可實現15m/min快速移動速度。

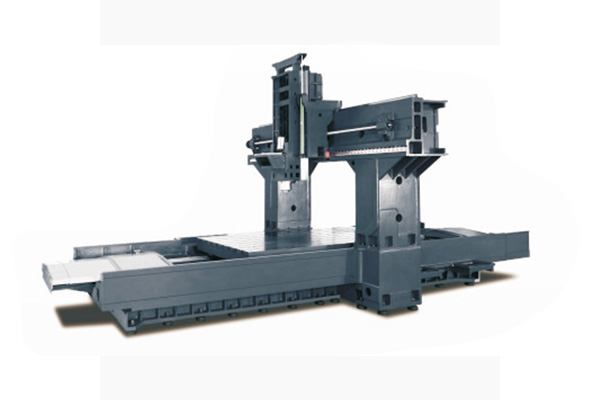
數控臥式加工中心的主軸采(cǎi)用寬(kuān)裕電機驅動,扭矩大。良好的性價比,出廠精度按國家標準壓縮30%,屬精密級加工中心。熱賣cnc加工中心分(fèn)度台為(wéi)1×360,鼠(shǔ)齒盤定位,定位精度高。換刀裝置采用台灣刀庫(kù)凸輪機械(xiè)手,性能可靠,換刀時間短。五、數(shù)控臥(wò)式加工中心采用(yòng)三維造型設計,美觀(guān)大方。cnc加工中心廠家數控臥式加工中心采用(yòng)倒‘T’型布局,立柱移動,剛性好。
臥式加工中心的類(lèi)型多(duō)樣的局形式隨臥式(shì)和立式、工作台(tái)做(zuò)進給運動和軸箱進給運(yùn)動的(de)不同(tóng)而不同,但從總體來看,不外乎由基(jī)礎(chǔ)部(bù)件、主軸部件、數控係統(tǒng)、自動換刀係統、自動交(jiāo)換托盤係統和輔助係(xì)統幾大部(bù)分構成。數控銑床無換刀(dāo)係(xì)統,其布局特(tè)點與(yǔ)加工中心相似。cnc加工中心廠家(jiā)通常采用移動(dòng)式立柱,工作台不升降(jiàng),T形床身。T形床身可以做成一體,這樣剛度和精度保持性能比較(jiào)好,當然其鑄造和加工工藝性差些(xiē)。熱賣cnc加(jiā)工中心分離(lí)式T形床(chuáng)身的鑄造和機械加(jiā)工工藝(yì)性都大大改(gǎi)善,但聯接部(bù)份要用定(dìng)位鍵和專用的定位銷定位,並用(yòng)大尺寸螺栓緊用以保證剛度和精度。
CNC加工中心(xīn)數控機床作為高精度機床,防撞是十分必要的,要求操(cāo)作者養成仔細慎重(chóng)的習慣,按正(zhèng)確的辦法(fǎ)操作機床,熱賣cnc加工中心削(xuē)減機床(chuáng)撞刀(dāo)現象發作。隨著技(jì)能的發展出現了加工過程中刀具(jù)損壞檢測、機床防碰擊(jī)檢測、機床自適應加工等先進技能,cnc加工中心廠家這(zhè)些可以更好地維護數控機床。概括起來9點原因:(1)程序編寫過錯工藝組織過錯,工序承接(jiē)聯係考慮不周詳,參數設定過錯。(2)程序單備注過錯(3)程序(xù)傳輸過(guò)錯(cuò)(4)選刀過錯。

門加工中心")


