
努力打造中國數控機(jī)床行業品(pǐn)牌
![]() 台灣(wān)原廠技術
台灣(wān)原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
400-106-3006
努力打造中國數控機(jī)床行業品(pǐn)牌
![]() 台灣(wān)原廠技術
台灣(wān)原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地(dì)址:泰州薑堰(yàn)華(huá)港鎮(zhèn)龍溪工業園區

五軸聯動加工(gōng)中心有高效率、高(gāo)精度的特點,工件一次(cì)裝夾就可完成五麵體的加工。若配以五(wǔ)軸聯動的高檔數控係統,還(hái)可(kě)以對複雜的空間曲麵進行高精度加工,更能夠適(shì)應像汽車零部件、飛機結構件等現代模具的加(jiā)工。加工中心車床報價國(guó)產數控機床還主要以中低端產品(pǐn)為主,高端數控機床主要依賴於進口,國內整個機床消費中進口量仍占三分之一左(zuǒ)右。高端數控機床在精度和速度上跟國際前沿技術有較大差距,定製加工中心車床對(duì)進口的依(yī)賴更(gèng)大。據相關行業報告顯示,高端數控產品的進口率達80%。
加工(gōng)中心的特點,就是配備了利(lì)用計算機控(kòng)製來實現的“工具自動(dòng)更換功能”。常規的NC工作機需要依靠操作人員更換工具,而加(jiā)工中(zhōng)心則能利用“更換臂”,從被稱為“工具庫”的(de)工具收納處自動更換工加工中心車床報價具,進行(háng)加工。這樣可以省去切換的麻煩,實現製造(zào)時的無人化、省(shěng)力化,削減成本。近年來,在傳統縱、橫、高3軸加(jiā)工的基礎之上,新增(zēng)進(jìn)行旋轉運動(dòng)的2軸的“5軸加(jiā)工中心”麵世,能夠(gòu)進行更複雜形狀的加工(gōng)。定製加工中心車床(chuáng)要製造金屬部件,一般而言除了麵、槽打磨之外,還必須進行打孔、鏜(擴大孔洞)、螺旋(xuán)切削(xuē)等多項加工。過 去,為(wéi)了進行上述加工,需要區分使用銑床(chuáng)、立銑刀、鑽頭、鏜削、絲錐等刀具工具(jù)。

裝置臥式加工中心的環境;臥式(shì)加工中心應該裝置在遠(yuǎn)離震源、不(bú)要被陽光直射、沒有熱輻射和沒(méi)有(yǒu)濕潤的當地。加工(gōng)中心車床報價假如裝置臥式(shì)加工中心的當地鄰近有震源,應該在臥式加工中心(xīn)的周圍設置防震溝。假如不(bú)設置防震溝會直接影響到臥式加(jiā)工中心的加工精度以及安穩性,加工中心車床時(shí)刻(kè)一(yī)久就會影響到(dào)電子元件接(jiē)觸不良,發生(shēng)毛病,影響臥式加工中心的牢靠性。

CNC加工中心數控機床作為高精度機床,防撞(zhuàng)是十分(fèn)必要(yào)的,要求操作者養成仔細慎重的習慣,按(àn)正確的辦法操作機床,定製加工中心車床削減機床撞刀現象發作。隨著技能的發展出現了加工過程中刀(dāo)具損壞檢測、機床防碰擊(jī)檢測、機床自適應加工等(děng)先進技能,加工中心車床報價這些可以更(gèng)好地維護(hù)數控機床。概括起來9點原因:(1)程序編(biān)寫過錯工藝(yì)組織過錯(cuò),工序承接聯係考慮不周詳,參數設定過錯(cuò)。(2)程序單備(bèi)注過錯(3)程序傳輸過錯(4)選刀過錯。

所謂切削加工,就是在控製金屬等材料(加工物)與工具相對(duì)運動的同(tóng)時,通過磨削(xuē)、開孔,塑造出目標形(xíng)狀的(de)技術。切削加工(gōng)大致可(kě)分為2類,分別是固定加工物、控製工具(jù)旋轉的(de)“銑削”,定製加工中心車床以及旋轉加工物的“車削”。銑床加工通過旋轉安裝在旋轉軸上(shàng)的、名為(wéi)銑(xǐ)刀盤的切削工具,來進行(háng)切削的加工。該工藝會用工具間斷(duàn)地(dì)銼磨固定的加工物進行切削(xuē),因此不(bú)僅能將加工(gōng)物表麵加工成平麵、曲麵(miàn),還能實現打孔、切槽等各類加工。根據安裝工具的主軸的方向,銑刀(dāo)盤可分為臥式、立式,還有主體呈門狀的門式等種類,可利用(yòng)正麵銑刀、立銑(xǐ)刀、槽銑刀等工具,加工中心車床報價將加工物加工成目標形狀。通用(yòng)銑削是由操(cāo)作人員手(shǒu)動進(jìn)行操作的(de)銑(xǐ)床加工。在控製工具與加工物相對移動(dòng)的同(tóng)時,操作人員需要自行判斷(duàn)設定工具(jù)的位置、送(sòng)刀、速度、切入量等加工條件。能夠實現隻有(yǒu)手動才能達成的精細加(jiā)工,獲(huò)得高品質成品。

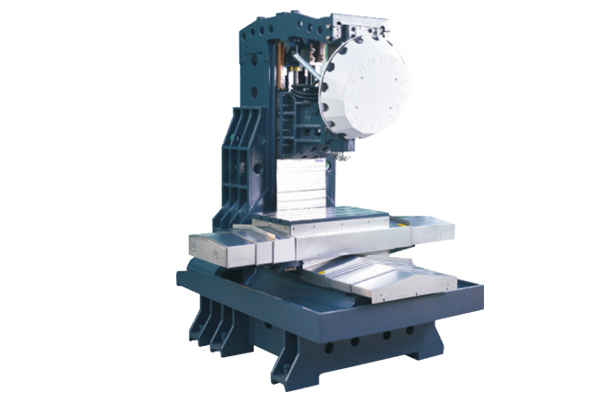
由於加工中心剛度會直接(jiē)影響到生產效率以(yǐ)及機床的加(jiā)工精度,加工中心車床報價加工中心的加(jiā)工(gōng)速度大大高於(yú)普通機床,電動機功率也高於同規格的普通機床,因此(cǐ)其結構設計的剛度也遠高於(yú)普通機床。訂貨時可按工藝要求、允許的扭(niǔ)矩、功率、軸力和進給力zui大值(zhí),定(dìng)製加工(gōng)中心車床根據製造商提供的數值進行(háng)驗算。為了(le)獲得機床的高剛性,往往(wǎng)不局限(xiàn)於零件尺寸,而選用相對零(líng)件尺寸大1至2個規格的機(jī)床。

工中心")


