
努力打造中國數控機床行業品牌
![]() 台灣原廠(chǎng)技術
台灣原廠(chǎng)技術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 台灣原廠(chǎng)技術
台灣原廠(chǎng)技術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
400-106-3006

聯係人:陳總
手(shǒu)機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州(zhōu)薑堰華港鎮龍溪工業園區

中國龍門加工(gōng)中心原市(shì)場保有量少,加工中心銑(xǐ)床報(bào)價二手市場更是幾乎沒有。中國製造正在逐步邁向中國“智”造中(zhōng)國數控機床正在轉向高(gāo)速化(huà)、高(gāo)精度化(huà)、複合化、智能化、開放化、並聯驅動化、網絡化、極端化、綠色化(huà)已成為(wéi)數控(kòng)機床發展的(de)趨勢和(hé)方向。中國作(zuò)為一個製造大國,定製加工中心銑(xǐ)床主要還是依靠勞動力、價格、資源等方麵(miàn)的比較(jiào)優勢維普龍門加工中心更是製造(zào)商的不二之選。

數控車床出產廠家建議您加工時找出發生共振的工件,定製加工中心銑床改動頻率,避免(miǎn)再次(cì)發生共振(zhèn);重新考慮加工工藝,編製合理的(de)程序(xù);步進電(diàn)機中的加工速率F不(bú)能設置過大;替換同步帶;確定機床裝置牢固,放置平穩,查看拖板是否過緊,間隙增大(dà)或刀架鬆動等。加工中心銑床報價另一(yī)個(gè)問題便(biàn)是工件加工時(shí)的工序發生變化,但其它工序尺度。導致這種情況呈現的原因是這段程序參數不合理,不在預定軌道(dào)內,變成格局不契合說明書要求等。處理措施相對簡單(dān),查看螺紋(wén)程序(xù)段是否呈現亂碼,或螺距不對,重新(xīn)編製這段的程序。
程序設計(jì)有絕對程序設計和相對(duì)程序設計。定製加(jiā)工中心銑床相(xiàng)對(duì)編程是指以每一直線段的起點作為加工輪廓曲線的坐標原點所確定的坐(zuò)標係。也就是說,相對規劃的坐標原點經常發生變化,當位移連續時,不可避免地會出現累積誤差。絕對編程是在整個加工(gōng)過程中,有相對統一的(de)基準點,即坐標原點,所以累積誤差(chà)小於相對編程。當NC車(chē)削工件時,加工中心銑床報價工件的徑向尺寸精度一般高(gāo)於軸向尺寸。因此,在編程(chéng)時(shí),最好對徑向(xiàng)尺寸(cùn)采用絕對編程。考慮到加工和(hé)編程的方便性,軸尺寸通常采(cǎi)用(yòng)相對(duì)編程,但對於軸的重要尺寸,絕對編程比較好。

主軸線是一組部件,包括電主軸本身和它(tā)的附件:加工中心銑床報價電主軸高頻逆(nì)變器、潤(rùn)滑油霧冷卻裝置編碼器內置換(huàn)刀等。高效數(shù)控加工中心這種主軸電機和(hé)主軸“組合”傳動結構,主軸元件和驅動(dòng)係統相對獨(dú)立於機(jī)器的整體結構,因此可以製成“主要單元”,典型的、高精度環、低噪(zào)音帶鎖(suǒ)定結(jié)構更適合噴霧潤滑。主軸電(diàn)機在數控(kòng)機(jī)床領域,這種直線電(diàn)機技術和高速切削刀具,定(dìng)製加工中心銑床高速加工新技術的主軸電機(jī)集成到一個新(xīn)的技術。它是(shì)包括主軸本身及其(qí)附件(jiàn)主(zhǔ)軸組件:高頻主軸單(dān)元。反相、噴霧潤滑裝置冷卻設備改變、集成編碼器和(hé)類似(sì)的工具。

各類加工(gōng)設備是現代各領域的工業(yè)生產必不(bú)可少的組成部分和關鍵基(jī)礎,加工(gōng)中心銑床報價像重型加工中心這樣的新型設備不管是基本的性能還是實用性都有很好(hǎo)的表現。這也是(shì)如今深受顧客歡迎的重型加工中心品牌非常令人信任的優點,定製加(jiā)工中心銑(xǐ)床根據目前可(kě)靠的重型加工中心新(xīn)行情報價可以發現(xiàn)其性價比優勢也很大(dà)。那麽作為使用者如何讓重型加(jiā)工中心設備發揮(huī)出更佳(jiā)的性能

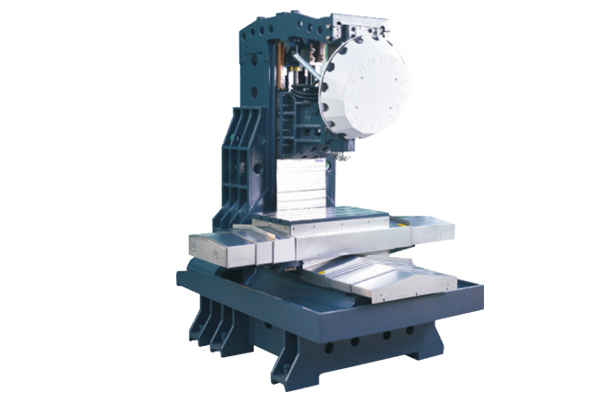
數控臥式加工中心的主軸采用寬裕電機驅動,扭矩(jǔ)大。良好的性價比,出廠精度按國家標準壓縮30%,屬精密級加工中心。定製加工中心銑床分度(dù)台為1×360,鼠(shǔ)齒盤定位,定位精度高。換刀裝(zhuāng)置采用台灣刀庫凸輪機械手,性(xìng)能可靠,換刀時(shí)間短。五、數控臥式(shì)加工中心采用三維造型設(shè)計,美觀大方。加工中(zhōng)心銑床報價數控臥式(shì)加工中心采用倒‘T’型(xíng)布局(jú),立柱移動,剛(gāng)性好。

加工中心")


