
努力打(dǎ)造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線(xiàn):
400-106-3006
歡(huān)迎光臨(lín)江蘇漢工數控科(kē)技有限公司官方網站!
努力打(dǎ)造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線(xiàn):
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區
裝置臥式加工中心的環境;臥式加工中心應該裝置在遠離震源、不要被陽光直射、沒有熱輻射和沒有濕潤的當地。鑽攻中心廠家假如裝置(zhì)臥式加工中心(xīn)的當(dāng)地鄰近有震源,應該(gāi)在臥式加(jiā)工中心的周圍設置防震溝。假如不設置防(fáng)震溝會直接影(yǐng)響到臥式加工中(zhōng)心的加工精度以及安穩性,鑽攻中(zhōng)心時刻一久就會影響到(dào)電子元件接觸不良,發生毛病,影響臥式加工(gōng)中心的牢靠性。

小型五金零件(jiàn)運用於我(wǒ)們的日常生活中,定製(zhì)鑽攻中心小型五金零件的加工需求用到精工(gōng)加工中心及其(qí)他CNC機床,但是很多買家在選購立式加工中心機床的時分有些(xiē)迷茫了(le),自己的產品適合哪種加工中心機(jī)床加工呢,加(jiā)工中心型號有很多種,不同型號的行程、義務台大(dà)小都各不相反(fǎn),菠萝视频該如(rú)何選擇(zé)適合本人產品的(de)機床(chuáng)成(chéng)了擺(bǎi)在菠萝视频麵前(qián)的一(yī)個難題。鑽攻中心(xīn)廠(chǎng)家(jiā)其實選擇(zé)什麽樣的機床要依據你的產品大小來決議,這隻是思索的加工範圍,還要思索(suǒ)的是加工要求。五金(jīn)產品(pǐn)的加工要求是怎樣(yàng)樣的,精度多少、光亮度要求高不初等都是選購的前提條件。

選擇(zé)適宜的(de)刀(dāo)具刀具壽命與(yǔ)切削用量密切關聯。在擬定切削(xuē)用(yòng)量時(shí),首要(yào)任務是合理(lǐ)選(xuǎn)擇刀具,刀具不同,切削用量(liàng)不同,切削效率不同,切削質(zhì)量也不同。不同的刀具其刀具壽命不同。定製鑽攻中心合理的刀具選擇,應在(zài)滿足切削質量的同時綜合考慮切削效率、刀(dāo)具壽命、刀具成本等因素,即,經濟和高效是其選擇(zé)原則。選擇合理(lǐ)的切削用量操作人員要依據被加工對象的材質、硬度、切削狀況(kuàng)、加工質量要求等擬定加工工藝,確定加(jiā)工路徑(jìng)、進給量、切(qiē)削深度等參數,鑽攻中心廠家(jiā)選擇適宜(yí)的(de)切削速度。適宜的加(jiā)工條件的選(xuǎn)定是在這些要素的基礎上選定的。有規則的、穩(wěn)定的刀具磨(mó)損並達到壽命才是理想的條(tiáo)件。

立式加工中心是指(zhǐ)主軸垂直,定製鑽攻中心其結構形式多為固(gù)定柱,工作台為矩形,無(wú)分度旋轉功能(néng)的加工中心,應適用於加工板型,盤型,模具和小殼型複雜零件..立式加工中心能完成銑、六安定製鑽攻(gōng)中(zhōng)心鏜削、鑽削、攻螺紋和用切削螺紋等(děng)工序。其(qí)通(tōng)常具有(yǒu)三個線性(xìng)運動(dòng)軸,並沿安裝在桌子上加工螺旋型部件的水平軸線的轉台,五(wǔ)個自由度可以被處理。

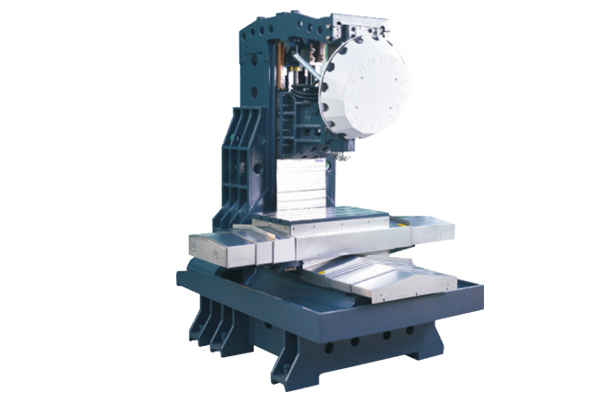
數控臥式加工中心的導軌采用款包容(róng)窄導向的設計原則,導軌淬火(huǒ)磨削,硬度可達hrc52以上,與其相配的導軌麵貼塑,並采用間(jiān)歇集中潤滑,機(jī)床運動平穩,精度保持(chí)性好。定製鑽攻(gōng)中心(xīn)數控轉台為連續分度,采用德國進口INA平(píng)板式推力向心球軸承,以保證良好的傳動剛(gāng)性與優化的減震性能,鑽攻(gōng)中心廠家極大的(de)改善了傳動係統的動態剛性,可實現15m/min快速移動速度。

龍門刨銑(xǐ)床的(de)主軸滾動軸承的合理布置,兩支承主軸軸承的配置形式兩支承主軸軸(zhóu)承(chéng)的配置形式、包括主軸軸承的選型、組合(hé)以及布置。定製鑽攻中心主要根據對所設計(jì)主(zhǔ)軸部件在轉速、承載能力、剛度以及精(jīng)度等方(fāng)麵的(de)要求。給出常用的兩支承主軸滾動(dòng)軸承的布置(zhì)形式。在(zài)確定兩支承主軸軸承配置形式時應遵循以下一(yī)般原則:龍門刨銑(xǐ)床適應剛度和承載能力的要求首先應滿足所要求的剛度和承載能力。徑向載(zǎi)荷較大時,鑽攻中心廠家可選用軸承(chéng)配置形式;較小時,可選用配置形式。此外,雙列軸承比單列的剛度高。由於提高前支承的剛度能有效提高(gāo)主軸部件的剛度,故提高(gāo)剛度的軸承(chéng)應配置(zhì)在(zài)前支承。

心")


