
努力打造中國數控機床行業品(pǐn)牌
![]() 台灣原(yuán)廠(chǎng)技術
台灣原(yuán)廠(chǎng)技術 ![]() 廠家直(zhí)銷
廠家直(zhí)銷
服務熱線(xiàn):
400-106-3006
歡迎光臨江蘇漢工數控科技有限公司官方網站!
努力打造中國數控機床行業品(pǐn)牌
![]() 台灣原(yuán)廠(chǎng)技術
台灣原(yuán)廠(chǎng)技術 ![]() 廠家直(zhí)銷
廠家直(zhí)銷
服務熱線(xiàn):
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰(yàn)華(huá)港鎮龍溪工業園區

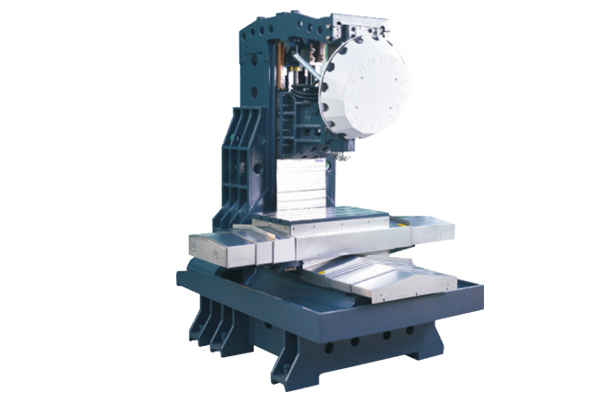
數控臥式加工中(zhōng)心的主軸(zhóu)采用(yòng)寬裕電機驅動,扭矩大。良好的性價(jià)比,出(chū)廠精度按國家標準壓縮30%,屬精密級加工中心。熱賣數控加工中心分度台為1×360,鼠齒盤定位,定位精度(dù)高。換(huàn)刀裝置采用台(tái)灣刀庫凸輪機械手,性能可靠,換刀時間短。五、數控臥式加工中心采用三(sān)維造型設計,美觀大方。數(shù)控(kòng)加工中(zhōng)心價(jià)格數控臥式加工中心采用倒‘T’型布局(jú),立柱移動,剛性好。

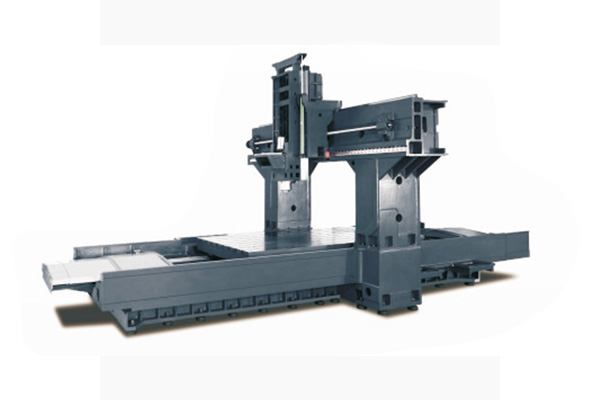
龍門刨銑床的主軸滾動軸承的合(hé)理布置,兩支承主軸軸承的配置形式兩支承主軸軸承的配置形式、包括主軸軸承的(de)選型、組合以及布置。熱賣數控加工中心主要(yào)根據對所(suǒ)設計主(zhǔ)軸部件在轉速、承載能力、剛度以(yǐ)及精度等方麵(miàn)的要求(qiú)。給出常用的兩支承主軸滾動軸承的布置(zhì)形式。在確定兩支承主軸軸承配置(zhì)形式時應遵(zūn)循以下(xià)一般(bān)原則:龍門(mén)刨銑床適應剛度和(hé)承載能力的要求首(shǒu)先應滿足所要求的剛度和承載(zǎi)能力。徑向載荷較大時,數控加工中心價(jià)格可選用軸(zhóu)承(chéng)配置形式;較小時,可選用配置形式。此外,雙列(liè)軸承比單列的剛度高。由於提高前支(zhī)承的剛度能有效提高主軸部件的剛度,故提高(gāo)剛度的軸(zhóu)承(chéng)應配置在前支承。

在對物體施加外力,使其變形的同時,也會產(chǎn)生試圖抵抗變形的作用力。這(zhè)種性質被稱為“剛(gāng)性”。對數控機(jī)床而言,熱賣數控加工中心若要以目標精度進行加工,機床的剛性就會成(chéng)為需要解決的問題。雖然如今的機床已經具備(bèi)了相當高的抗剛性(xìng)性能,但是在以微米等級的精度進行加工時,還是(shì)必須對(duì)剛性的概念有一(yī)定的理解。剛性可分(fèn)為靜態力(靜剛性(xìng))和動態力(動剛性)。蘇(sū)州數(shù)控加工(gōng)中心所謂靜剛性,簡單來說就是作(zuò)用力的方(fāng)向與(yǔ)大小始終保持一定(dìng)的狀態。對機床而言,數控加工中心價格就是運(yùn)行部分靜止(zhǐ)壓放在作業盤上的狀態。嚴格(gé)來說,在(zài)這種狀態下,作業盤(pán)僅受到運行部分重力的影響,並因(yīn)此發生變形。
數控精度對加工質(zhì)量有舉足輕重的影響。要特別注(zhù)意區別加工精度(dù)與機(jī)床精(jīng)度兩個不同的概念。熱賣數控加工中心將生產廠(chǎng)家樣本上或產品合格證上的位置精度當作臥式加工中(zhōng)心的(de)加工精度是錯誤的。樣本或合格證上標明(míng)的位置精度是加工中心本身的精(jīng)度,而(ér)加工精度是(shì)包括臥式(shì)加工中心本身所允許誤差在內的整個工藝係統各種因素(sù)所產生(shēng)的誤差總和。選(xuǎn)型時,數控加工(gōng)中心(xīn)價格可參考工序能力係數Cp的評定(dìng)方法來作為機床加工精度的選型依據。一般說來,合肥加工中心,計算結果應大於1.33。
立式加工中心工件(jiàn)裝夾、定位方便(biàn);刃具運動軌跡易觀察,調試程序檢查測(cè)量方(fāng)便,立式加工中心采購,可及時發現問題,數控加工(gōng)中心價格進行(háng)停(tíng)機處理或修改;冷卻條件易(yì)建立(lì),立式加工中心,切削液能直接到達刀具和加工表麵;三個(gè)坐標軸與笛卡兒坐標係吻合,熱賣數控加工中(zhōng)心感覺(jiào)直觀與圖樣視角(jiǎo)一致,切屑易排除和掉落,避免劃傷加(jiā)工過的表麵。餘應的加工中心相比,結構簡單,謬較小(xiǎo),價格較低。

數控機床主軸軸承徑向和軸向遊隙過大(dà)或過小是造成數控機床故障(zhàng)的主要原因。間隙(xì)過大會使主軸跳動,車(chē)削出來的工件產生橢圓、熱(rè)賣數控加工中心棱圓或波紋等,間隙過小在高轉速時會使主軸發熱而損(sǔn)壞。數控(kòng)機床調整時,先擰鬆鎖緊螺釘5和螺母4,數控加工中(zhōng)心報價,使軸承7的內圈相對主軸錐形軸頸向右(yòu)移動(dòng),數控加工中心批發,由於錐麵的 作用,數控加工中心價格軸承內圈產生徑向彈性膨脹,將滾子與內、外圈之間的間隙減少。數控機床調(diào)整合適後,應將鎖緊(jǐn)螺釘(dìng)5和螺母4擰緊,軸承3的間(jiān)隙可用螺母l調整。
中心")

服務熱線(xiàn):400-106-3006
手(shǒu)機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港(gǎng)鎮龍溪(xī)工業園區
心加工")

