
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰(yàn)華港鎮龍溪工業園區

數控(kòng)車床在日常操作中的維護(1)嚴格遵守操作規程和日常維護製度(2)應盡量少開數控櫃和強電櫃的門在山東數控車(chē)床加工車間的(de)空氣中一般都會有油霧、灰塵甚至(zhì)金屬粉末,定製加工中(zhōng)心鑽床(chuáng)一旦它們落在數控係統內的電路(lù)板(bǎn)或電子器件上,容易引起元器件間絕緣電阻下降,甚至導致元器(qì)件及電路板損壞。(3)定時清掃數控櫃的散熱通風(fēng)係統應檢(jiǎn)查(chá)數控櫃上的各個(gè)冷(lěng)卻風扇工作是否正常。每半年(nián)或每季度檢查一(yī)次風道過濾器是否有堵(dǔ)塞現象,加工中心鑽床報價(jià)若過濾網上灰塵積聚過多,不(bú)及(jí)時清理,會引(yǐn)起數控櫃內溫度過高。(4)數控係統的輸入/輸出(chū)裝置的定期維(wéi)護。
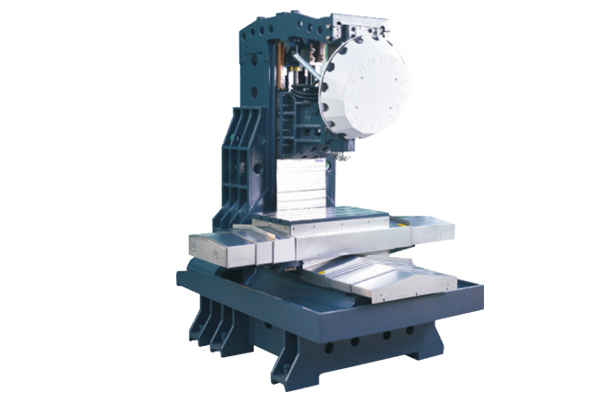
立式加工中心的主要部(bù)件包括以下(xià)結構。加工中心功能:是帶有(yǒu)刀庫(kù)和自動換刀裝置的(de)一種高度自動化的多(duō)功能數(shù)控機床。加工中(zhōng)心鑽床報價在中國香港,中國台灣及廣東一代也有很多人叫它電腦鑼。加工中心具有數(shù)控係統(tǒng)、伺服係統、冷卻係統、風路係統、油路係統、打(dǎ)刀係統、檢測裝置、驅動裝置、機(jī)床傳動鏈等要素,帶有刀庫和自動換刀裝置,定製加工中心鑽床它將數控銑床、數控鏜床、數控鑽床的功能組合在一起,功(gōng)能強大。

選擇(zé)適宜的刀(dāo)具刀具壽命與切削用量密切關聯。在擬定切削用量時,首要任務是合理選擇刀具,刀具不同,切削用量(liàng)不同,切(qiē)削(xuē)效率不同,切削質量也不同。不同的刀具其刀(dāo)具(jù)壽命不同。定製加工中心鑽床合理的刀具選擇,應在滿足切削質量的同時綜合考慮切削效率、刀具(jù)壽命、刀具成本等因素,即,經濟和高效是其選擇原則。選擇合理的切削用(yòng)量操作人員(yuán)要依據被加工對象的材質、硬度(dù)、切削狀況、加工質量要求等擬定加工工藝,確定加工路徑、進給量、切削深度等參數,加工中心鑽床報價選擇適宜(yí)的(de)切削速度。適宜(yí)的(de)加工條件的選定是在這些要素的基礎上選定的。有規則的、穩定的(de)刀具磨損並(bìng)達到壽命才是理想的條件。

加工中心是使用鑽頭很多的,鑽銑床還有小台鑽用量也不小(xiǎo)。這(zhè)些機床使用鑽頭的講究可以說很多,目前市場上的加工水平(píng)越來越高。在這方(fāng)麵的投資和研發(fā)工作相(xiàng)當多,很多新產品不斷問世。其中有一項就是對鑽頭的表(biǎo)麵進行拋光處理。這項技術到底好不好,很多人並不(bú)了解,加工中(zhōng)心鑽床報價下麵漢工數控來詳細介紹一下。鑽頭表麵拋光處理這項技術優勢是當前水平的10倍左右。為什麽會怎麽說呢?運用現在的放大技術觀察鑽頭的表麵(miàn),就會發現有(yǒu)很多劃痕有很多創傷(shāng),坑坑(kēng)窪窪。如果這種轉頭連續使用,就會是表麵創傷擴大造成(chéng)更大的損傷(shāng)。定製加工中心鑽床在表麵(miàn)上看來鑽頭顯得粗糙不光滑,實際使用壽命就會下(xià)降。如果菠萝视频(men)運用一種方(fāng)法把表(biǎo)麵創傷進(jìn)行修複,不再繼續(xù)擴大,這樣一來就會大大延長壽命事實證明這種(zhǒng)方法的鑽頭壽命是(shì)一般(bān)鑽頭10到15倍左右。

龍門加工中心絲杠振動的原因(yīn)有可(kě)能是係統(tǒng)的電參數錯(cuò)誤或者是絲杠自身的原因。當(dāng)絲杆出現振動時要及時處理,避免(miǎn)造成零件的損壞和(hé)確(què)保機床的安全加工,下麵就給大家講解一下絲杠振動的原因。定製加工中心鑽床一.絲杠安裝不當龍門加工中心的絲杠一般為傳動精度較高的滾珠絲杠(gàng), 對於安裝的精(jīng)度也有較高要求。安裝的過程中如果誤差較大,拖板在運動過(guò)程中會使絲杠產生(shēng)彎曲變形,此後絲(sī)杆受力不均勻就會產(chǎn)生振動。二、絲杠螺母或拖(tuō)板的安裝連(lián)接不當安裝麵與基準(導軌)麵不垂直,加工中(zhōng)心鑽床報(bào)價就是安裝麵與絲杠螺(luó)母接合麵不平行,導致絲杠螺母緊固螺釘擰緊後迫使(shǐ)絲杠產(chǎn)生變形,發生振動現象。
心")

服務熱線:400-106-3006
手機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮(zhèn)龍溪工業園區


