
努力打造中國數控機床(chuáng)行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床(chuáng)行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址(zhǐ):http://www.ncxyjt.com
地址(zhǐ):泰州薑堰華港鎮龍溪工業園區
刀庫的故障刀庫的主要故障有:鑽(zuàn)攻中心廠家刀庫不能(néng)轉動或轉動不到位(wèi);刀(dāo)套不能夾緊刀具;刀(dāo)套上下不到位等(děng)。刀庫不能轉動或(huò)轉動不到位 刀庫不能轉動的原因可能有:聯接電動機軸與蝸(wō)杆軸的聯軸器鬆動;供應鑽攻中心變頻器故障,應檢查(chá)變(biàn)頻器的輸入、輸出電壓是否正常;PLC無控製輸(shū)出,可能是接口(kǒu)板中的(de)繼電器(qì)失效;機械連接過緊;電網電壓過(guò)低。
臥(wò)式加工中心的主軸和(hé)工作台的表麵都是立式設計的加工中心,一般(bān)加工都是大型機(jī)床,那麽,供應鑽攻中心在實際生產和(hé)應用中它與臥式加工中心有(yǒu)什麽區別呢設計不同上述設計是從兩個工作表麵臥式(shì)加工中心的主軸線不同的設計(jì)師的垂直和水平(píng)的加工中心,並平行於工作(zuò)表麵設計師長軸,鑽攻中心廠家水平適用於處理大的箱型的部件。

高速加工中心切削參數的選(xuǎn)擇原則與普通機床(chuáng)相同。也就是說,具體數值應根據數控機床使用說明書和金屬切削原理規定的方法和原則,供應鑽攻中心結(jié)合實際加工經驗確定。1.影響高速加工中心切削參數的因素(sù)(1)不(bú)同廠家的刀具質量差異很大,因此在(zài)確(què)定切削參數時,必須根據廠家給定的參數(shù)和加工現場的情況進行(háng)修正。(2)電動機(jī)功率和機床剛度的限製(zhì)必(bì)須在機(jī)床規範規(guī)定的(de)範圍內選擇,鑽攻中心廠家以避免因功率和剛度不(bú)足而引起(qǐ)機床的(de)大變形或振動,影響(xiǎng)機床運行。加工精(jīng)度和表麵粗(cū)糙度(dù)。(3)高速加工中心數控機床(chuáng)的生產率(lǜ)具有較高的(de)工時成(chéng)本和較低的刀具損耗(hào)成本比例。為了提高數控機床的生(shēng)產率,合理降低刀具壽命,應盡量選擇較高的切削參數。

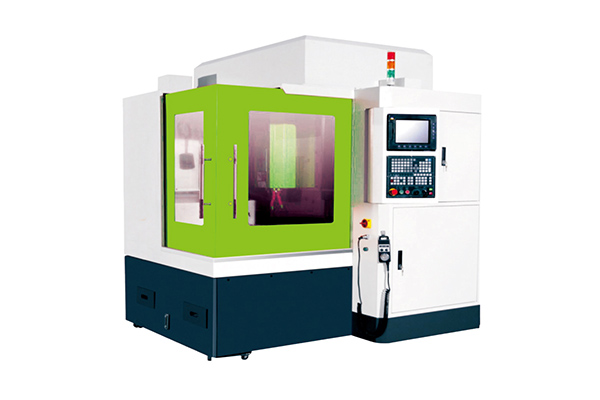
立式加(jiā)工中心的主要部件包括以(yǐ)下(xià)結構。加工中心功能:是(shì)帶有刀(dāo)庫和(hé)自動換刀裝置的一種高度自動(dòng)化(huà)的多功能數控機床。鑽攻中心廠家(jiā)在中國香港,中國台灣及廣東一代也有很(hěn)多人叫(jiào)它電腦鑼。加工中(zhōng)心具有數控係統、伺服係統、冷(lěng)卻係統、風路(lù)係統、油路係統、打刀係統、檢測裝置(zhì)、驅動裝置、機床傳動(dòng)鏈等要素,帶(dài)有(yǒu)刀庫和(hé)自動換刀裝置,供應(yīng)鑽(zuàn)攻中心它將數控銑床、數控鏜(táng)床、數(shù)控鑽床的功能組合在(zài)一起,功能(néng)強大。

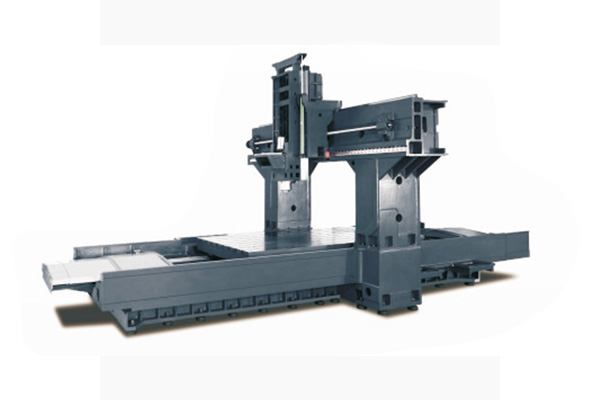
五軸聯動(dòng)加工中心有高(gāo)效率、高精度的特點,工件一次裝夾就可(kě)完成五麵體的加(jiā)工。若配以五軸聯動的高檔數控(kòng)係統,還可以(yǐ)對(duì)複雜的(de)空間曲麵(miàn)進行高精(jīng)度加工,更能夠適應像汽車零部件、飛機結構件等(děng)現代(dài)模(mó)具的加(jiā)工。鑽攻中心廠家國產數控機床還主要以中低端產品(pǐn)為主,高端數控機床(chuáng)主(zhǔ)要依賴於進口,國內整個(gè)機床消費中(zhōng)進口(kǒu)量仍占三分之一左(zuǒ)右。高端數控機床在精度和速度上跟國際前沿技術(shù)有較大差距,供應鑽攻中心(xīn)對進口的依賴更大。據相關行業報告顯示,高端(duān)數控產品的進口(kǒu)率達80%。
中心")

服務熱(rè)線:400-106-3006
手機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公(gōng)司地址:泰州薑(jiāng)堰華港鎮龍溪工業(yè)園區(qū)


