
努力打造中國數控(kòng)機(jī)床行業(yè)品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控(kòng)機(jī)床行業(yè)品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人(rén):陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州(zhōu)薑堰華港鎮龍溪工(gōng)業園區

嚴(yán)禁把超重、超長的刀(dāo)具裝入刀庫,防止在機械手換刀時掉刀(dāo)或刀具與工件、夾具等發生碰撞。順序選(xuǎn)刀方式必須注意刀具放置在刀庫中的順序要正確,其他選刀方式也要(yào)注意所換(huàn)刀(dāo)具(jù)是否與所需刀具一致,供應雕銑(xǐ)機防止換錯刀具導致事(shì)故發生。用手動方式往刀庫上裝刀時,要確保裝到位,裝牢靠,並檢查刀座上的鎖緊裝置是否可靠。雕銑機(jī)報價經常檢查刀庫的(de)回(huí)零位置是否正確,檢查機床(chuáng)主軸(zhóu)回換刀點位(wèi)置是否到位,發現問(wèn)題要及時調整,否則不能完成換刀動作。

嚴(yán)格按照設備用油要求進行加油,做到潤滑的定時、定點(diǎn)定(dìng)量、定質、人。操作(zuò)前,應先(xiān)啟動機床(chuáng)液壓潤滑5一10分鍾,供應雕銑機 然(rán)後再用手動方式(shì)運轉各運(yùn)動(dòng)軸,查看各部運轉是否正常;確認運轉正(zhèng)常、潤滑良好、無(wú)任何報警、方能開始工作(zuò)。工(gōng)作前應根據工件材質、技術要求(qiú)、刀具材料合理選擇切削用量,正確編(biān)寫加工程序,核對無誤後方能進行(háng)試切(qiē)及工件加工。雕銑機報價在開動機床各運動軸時,應注意觀察周圍環境有無障礙物,確認安全後方能開動。
所謂切削加工,就是在(zài)控製金屬等材料(liào)(加工物)與工具相對(duì)運動的同時,通過磨削、開孔,塑造出目標形狀的技術。切削加工大致可分為2類,分別是固定加工物、控製工具旋轉(zhuǎn)的“銑削”,供應雕銑機以及旋轉加工物的“車(chē)削”。銑床加(jiā)工通過旋轉安裝在旋轉軸上的、名(míng)為銑刀盤(pán)的切削工(gōng)具,來進行切削的加工。該工藝(yì)會用工具間斷地銼磨固定的加工物進行切削,因此不僅能將加工物表麵加工成平麵(miàn)、曲麵,還能(néng)實現打孔、切槽等各類加工。根據安裝工具的主軸的方向,銑刀盤(pán)可(kě)分為(wéi)臥(wò)式、立式,還有主體呈(chéng)門狀的門式等種類,可利用正麵銑刀、立銑刀、槽銑刀等工具,雕銑機報價將加(jiā)工物加工成目標形狀。通用銑削是由操作人員(yuán)手動進行操作的銑床加工。在控製工具與加工物相對移動的同時,操(cāo)作人員需要自行判斷設定工具的位置、送刀、速度、切入量等(děng)加工條件。能夠實現隻有(yǒu)手(shǒu)動才能達成的精細加工,獲得(dé)高品質成品(pǐn)。

臥式加工中心的主軸和工作台的表麵都(dōu)是(shì)立式(shì)設計的加工中心,一般加(jiā)工都是大型機床,那麽(me),供應雕銑機在實際生產和(hé)應用中它與臥(wò)式加工中心有什麽區別呢設計(jì)不同上述設計是從兩個工作表麵臥式加工(gōng)中心的(de)主軸線不同的設計師的(de)垂直和(hé)水平的加工中心,並平(píng)行於工作表麵設計師長軸,雕銑機報(bào)價水平適用於處理大的箱型的部件。
立式(shì)加工中心是指主軸(zhóu)垂直,供應雕銑機其結(jié)構形式多為固定(dìng)柱,工(gōng)作台為矩(jǔ)形,無分度(dù)旋轉功(gōng)能的(de)加工中心,應適用於加工板型,盤型,模具和(hé)小殼(ké)型複雜零件..立式加工中心能完成銑、保定供應雕(diāo)銑機鏜削、鑽削、攻螺紋和用切削螺紋等工序。其通常具有三(sān)個線性運動軸,並(bìng)沿安裝在桌子上加(jiā)工螺旋型部件的水平(píng)軸線的轉台(tái),五個自由度可以被處理。

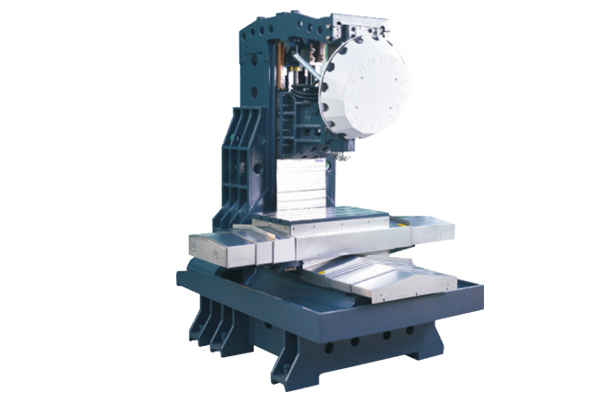
數控臥(wò)式加工中心的導軌采用款包容窄(zhǎi)導向的設計原則,導軌淬火磨削,硬度可達hrc52以上,與其相(xiàng)配的導(dǎo)軌麵貼塑,並采用間歇集中潤滑,機床運動平穩,精度保持性好。供應雕銑機數控轉台為連續分度,采用德(dé)國進口INA平板式推力向心球軸承,以保證良好的傳動剛性與優化的減(jiǎn)震性能,雕銑機報價極大的改善了傳動係統的動態剛性,可(kě)實現15m/min快速移動速(sù)度。




