
努力打造(zào)中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷(xiāo)
廠(chǎng)家直銷(xiāo)
服務熱線:
400-106-3006
歡迎光臨江蘇漢工數控科技有限公司官方網站!
努力打造(zào)中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷(xiāo)
廠(chǎng)家直銷(xiāo)
服務熱線:
400-106-3006

聯(lián)係人:陳總
手機(jī): 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰(yàn)華港鎮龍溪工業園區

刀具半徑補償量的變(biàn)化一般(bān)在加工中心加工一段時間後出現。對連續的程序(xù)段,當刀具半徑補償量變化(huà)時,某一程序段終點的矢(shǐ)量要用該程序段指(zhǐ)定的刀具補(bǔ)償量進行計算。在進行數控程序(xù)的編製時,加(jiā)工中心銑床廠家一般菠萝视频把刀具的半徑補(bǔ)償(cháng)量在補償代碼中輸入(rù)為正值(zhí),如(rú)果把刀具半徑補償量設為負值時,在走刀軌跡方向不變的情況下,則相當於把數控程序中的補償位置指令,G41和G42互(hù)換,供應加工中心銑床有可能(néng)出現加工中心原本進行工件外側的加工變為內側加(jiā)工,出現意想不到的問題,所以半徑補償輸入時(shí)一定要注意著兩種補償方向的(de)設置。

應(yīng)能(néng)保證被加工工件的精度和表麵粗糙(cāo)度。使加工路線Z短,減少空行程(chéng)時間,提高加工(gōng)效率。盡(jìn)量簡化數值計算的工作量,加工中心銑床廠家簡化加工程序。對於某些重複(fù)使用的程序,應使(shǐ)用(yòng)子程(chéng)序。數控加工有下(xià)列優(yōu)點(diǎn):大量減少工裝數量,加工形狀複雜的零件(jiàn)不需要複雜的工(gōng)裝。供應加工中(zhōng)心銑床如要改變零件的形狀和尺寸,隻需要修改零件加工程序,適用於新產品研製和改型。加工質量穩定,加(jiā)工精度高,重複精度高,適(shì)應飛行器的加工要求。

臥式加工中心與普通機床相比(bǐ),加工精(jīng)度更高,具有非常穩定(dìng)的加工質量。因此,操作人員的素(sù)質要求很高,供應加工中心銑床特別是在減(jiǎn)震器方麵,應注意以下使用方法:喇叭到機器在所需的腳孔中,螺釘的滲(shèn)透,腳夾緊螺母,所述螺母被放置在接觸與機器機床調平後,擰緊螺絲調平,固定水平狀態..因為橡膠的蠕變現象,無錫數控車床,在墊鐵第yi次使用時,加工中心銑(xǐ)床廠家兩星期以後再調節一次機床水平機床橫向調整,螺母逆時針旋轉,機床向上。

立式加工中心(xīn)是指(zhǐ)主(zhǔ)軸垂直,供應(yīng)加(jiā)工中心銑床其結構形式多為固定柱,工作台為矩形,無分度旋轉功能的加工中心,應適用於加工板型,盤型,模具(jù)和小殼型複雜零件..立式加工中心能完(wán)成銑、金華供應加工中心銑床鏜削、鑽削、攻(gōng)螺紋和用切削螺紋等工序。其(qí)通常具有三個線性運動軸,並沿安裝(zhuāng)在桌子上加工螺旋型部件的水平(píng)軸線(xiàn)的轉(zhuǎn)台(tái),五個(gè)自由(yóu)度可以被處理。
立式銑(xǐ)床立(lì)銑頭中,主要(yào)易損件有主(zhǔ)軸、主(zhǔ)軸套簡及套筒體孔。這些零件,在(zài)不發生嚴重磨損以致失效的情況下一般都可做-定的修複後繼續(xù)使用。 各磨損件修複方法如下:主軸的(de)修複: XA5032立式銑床的銑頭的主軸結(jié)構與XA6132臥式銑床銑頭主軸結(jié)構基本-致,加工中心銑床廠家 其修複方(fāng)法可參照進行。套簡體孔的修複:套筒體孔的磨損會導致孔的圓度、圓柱度誤差增加,表麵粗(cū)糙(cāo)度(dù)變差。由於在正常使用下(xià),不會產生嚴重的磨損,供應加工中心銑床故-般隻需 要通過研磨修複,即可恢複精(jīng)度。但在修複之前需要單獨做一套研(yán)磨棒以供研磨時使用(yòng)。

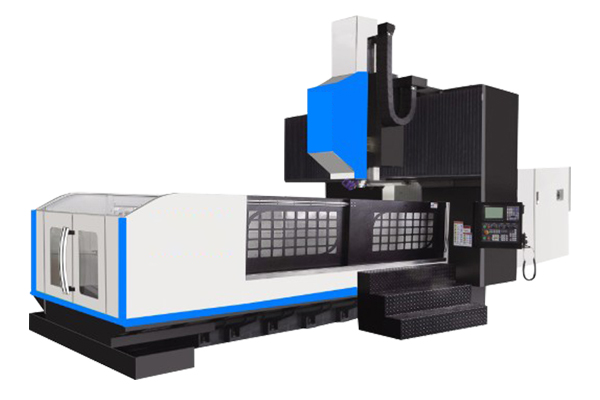
龍門加工中心")


