
努力打造中國數控機床行業品牌
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
歡迎光臨(lín)江蘇漢工數控科技有限(xiàn)公司官方網站!
努力打造中國數控機床行業品牌
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真(zhēn): 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業(yè)園區

數控臥式加工中心的主軸采(cǎi)用寬裕電機驅(qū)動,扭矩大。良好的性價比,出廠精度按國家標準壓縮(suō)30%,屬精密級加工中心。定製加(jiā)工中心(xīn)分度台為1×360,鼠齒盤定位,定位精度高。換刀(dāo)裝置采用台灣刀庫凸輪機械手,性能(néng)可(kě)靠,換刀時間短。五、數控臥(wò)式(shì)加工中心采用三維造型設計(jì),美觀大(dà)方。加工中(zhōng)心(xīn)廠(chǎng)家數(shù)控臥式加工中心(xīn)采用倒‘T’型布局,立柱移動,剛性好。

數控(kòng)車床在日常操作中(zhōng)的維護(1)嚴格遵守操作規程和日常維護製度(2)應(yīng)盡量少開數(shù)控櫃和強電櫃的門(mén)在山東數控車床加工車間的空氣中一(yī)般都會有油霧、灰塵甚至金屬(shǔ)粉末,定製加工中心一旦它們落在數控係統內(nèi)的電路板或(huò)電子器(qì)件上,容易引起元器件間絕緣電阻下降,甚至(zhì)導致元(yuán)器件及電路板(bǎn)損(sǔn)壞。(3)定時清掃數控櫃的散熱通風係統應檢(jiǎn)查數控櫃(guì)上的各個冷卻風扇工作是否正常(cháng)。每半年或(huò)每季度檢查一次風道過濾器是否(fǒu)有堵塞現象,加(jiā)工中心廠家(jiā)若過濾網上灰塵積聚過多,不及時清理,會引起數控櫃內溫度過(guò)高。(4)數控係統(tǒng)的輸入/輸出裝置的定期維護。
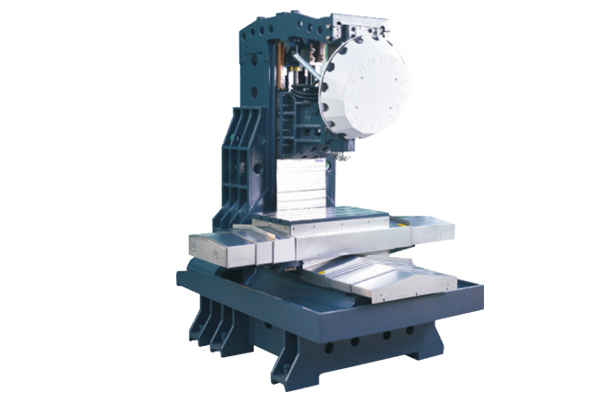
臥式加工中心的立柱普(pǔ)遍采用雙立柱框(kuàng)架結構形(xíng)式,主軸箱在兩立柱之間,沿導軌上下移動。這(zhè)種結構剛性大,熱對稱性好,穩定性高。加(jiā)工(gōng)中心廠家小(xiǎo)型臥式加工中心多數采用固定立柱式結構,其床身不大,且都是整體結構。臥式加工(gōng)中心各(gè)個坐標的運動可由工作台移動(dòng)或由主軸移動來完成,也就是說某一方向的運功可以由刀具固定,工件移動來完成,定製加工中心或者是由工件固定,刀具移動來完成。
那麽,如何校正數控(kòng)係統銑床導軌的精度不(bú)穩定嗎?1.必(bì)須考慮修補層本身的機械強度和導軌的實際工作環境。正在修(xiū)理不同標準、不同(tóng)性(xìng)能、不(bú)同使用環境的數控銑床應選擇合適的焊(hàn)接和粘貼材料、加工中心廠家先進的校正方法和新工藝。2.需要考慮所選擇的校正過程是否會影響導軌的精度(dù)和力學性能。如果(guǒ)受到溫度的影響,定製加工中心會不(bú)會(huì)引起導軌的變形?會(huì)改變導軌的機械強度和表麵硬度(dù)。3.必須(xū)考慮(lǜ)所選擇的校(xiào)正過程對(duì)導(dǎo)軌材料的適應性。例如鑄鐵材料的導(dǎo)軌一般不采用鑄鐵堆焊,因為鑄鐵的(de)焊接性差,裂紋、氣孔等缺陷容易產生(shēng),不適合加工。

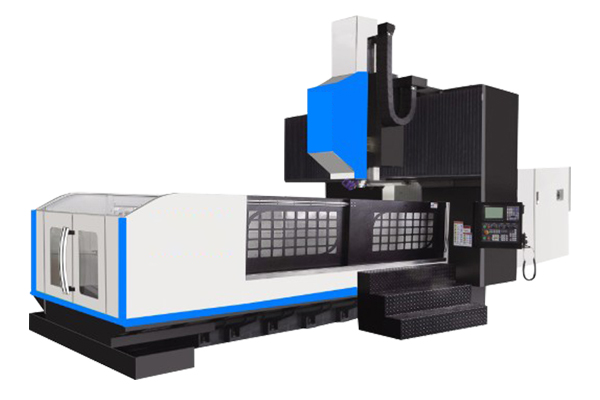
在企業的技術改造中,為提高競爭力,定製加工中心都把加工(gōng)中心放(fàng)在優先(xiān)選擇的地位,都希望(wàng)用少(shǎo)的投資獲得精度高(gāo)、功(gōng)能強、運(yùn)行可靠的機床。由於加工中心一(yī)次(cì)性投資大、技術複雜,給用戶選型(xíng)訂貨造(zào)成(chéng)許多不便;同(tóng)時價格、功(gōng)能和精度是一個對立的(de)統一體。加工中心廠家因此,用戶(hù)如何選擇適合的機床顯得(dé)十分重要。機床選型不僅是以機床技術、加工技術為基(jī)礎的實際綜合應(yīng)用技術,而且是一種受自身經濟實力約束的應用技術(shù)。加工中心的選型,由於價(jià)格遠比普通機床昂貴(guì),所以受到的製約(yuē)因素更多,機床(chuáng)選擇合理與否就更顯突出。正確選型是用好加工中心、使加工中心發揮效益的關鍵。

如果(guǒ)立式銑床保養時應該先把橫梁(liáng)主軸工作台(tái)和升降台在移動前(qián)應先鬆開緊固螺(luó)釘(dìng),把清除周圍雜物,定製加工中心再擦淨導軌和(hé)塗油。5.在立式銑床快(kuài)速或自動進給時應先調整好限程檔鐵。6.工作中必(bì)須(xū)經常檢查設備,各部的運轉和潤滑情(qíng)況。如運轉或潤滑(huá)不良時,應停止使用。7.工(gōng)作台麵禁放工、卡量具和工件。8.調整自動循環時開(kāi)車前必須(xū)檢查機床(chuáng)自動循環的正確性。加工中心廠家(jiā)工作完成將立(lì)式銑床的(de)各手柄(bǐng)置於非工作位置,工作台放在中間位置,升降台落在(zài)下麵並切斷電源10.嚴禁操作者超負(fù)荷使用立式銑床。




