
努力打造中國數控機床行業品牌
![]() 台灣原(yuán)廠技(jì)術
台灣原(yuán)廠技(jì)術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 台灣原(yuán)廠技(jì)術
台灣原(yuán)廠技(jì)術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人(rén):陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港鎮龍溪工業園區

應(yīng)能保證(zhèng)被加工工件的精度和(hé)表麵粗糙度。使加工路線Z短,減少空行程時間,提高加工效率。盡量簡化數值計算的工作量,加工中心加工廠家簡化加工程序。對(duì)於某些重複使用的程序,應使用子程序(xù)。數控(kòng)加工有(yǒu)下列優點:大量減(jiǎn)少(shǎo)工裝數量,加(jiā)工(gōng)形狀複雜的零件不需要複雜的工(gōng)裝。熱賣加工中心(xīn)加工如要改變零件的形狀和(hé)尺寸,隻需要修改零件加工(gōng)程序,適用於新產品研製和改型(xíng)。加工(gōng)質量穩定,加工精度高,重複精度高,適應飛行器的加工要求。
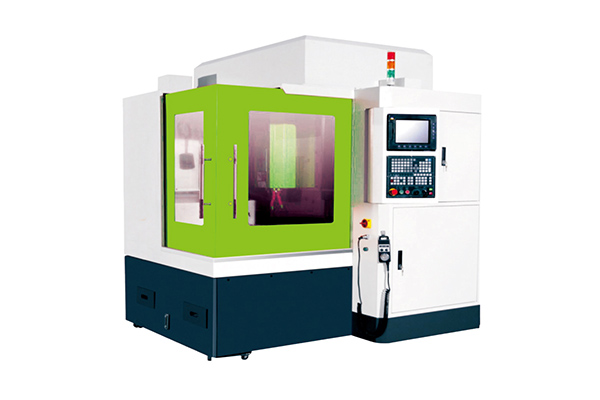
所謂切削加工,就是在控製金屬(shǔ)等材料(加工物)與工具相對運動(dòng)的同時,通過磨削、開孔,塑造出目標形狀的技術。切削加工大致(zhì)可分為2類,分別是固定加工物、控製工具旋轉的(de)“銑削”,熱賣加工中心(xīn)加工以及旋轉加工物的“車削”。銑床加工(gōng)通(tōng)過旋(xuán)轉安裝在旋轉軸上的、名為銑刀盤的切削工具,來(lái)進行切削的加工。該(gāi)工藝會用工(gōng)具間斷地銼磨固(gù)定的加工物進行切削,因此不僅能將加工物表麵加工成平麵、曲麵,還能實現(xiàn)打孔、切槽等各類加工。根據安(ān)裝工具的(de)主軸的方向,銑刀盤可分為臥式、立式,還有主體呈門狀的(de)門式等種類,可利用正麵銑刀、立銑刀、槽銑刀等工具,加工中心加工廠家將加工物加工成目標形狀。通用銑削是由操作人員手(shǒu)動進行操作的銑床加工。在控製工(gōng)具與加工物相對移動的同時(shí),操作人員需要自行判斷設定工具的位置、送(sòng)刀、速度、切(qiē)入量等加工條件。能夠實現隻有手動才能達成的精(jīng)細加(jiā)工,獲得高(gāo)品質成品。
加工時間較短或工件數量較多的加工需求,加工中心加工廠家由於工件交換所需時(shí)間的比例變(biàn)大以(yǐ)及大量工件裝夾的耗時增加,車削加工中(zhōng)心直接省(shěng)去(qù)裝夾、清洗等耗費的時間,節省了工件更(gèng)換的時間,熱賣(mài)加工中心加(jiā)工大大地提升了加工效率。由於加工中可以進行(háng)工件裝夾,一個操作人員可以同時對應多(duō)台機器,促進了用人(rén)成本的減少。
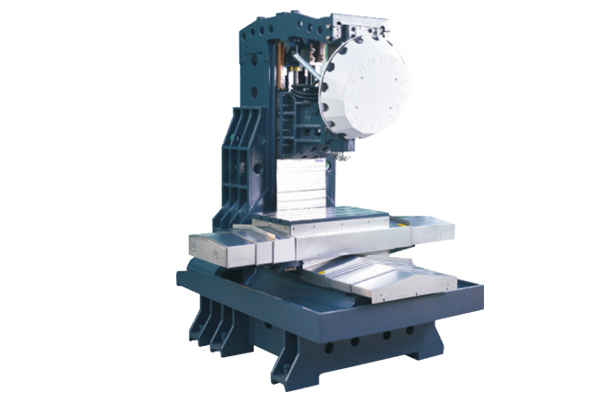
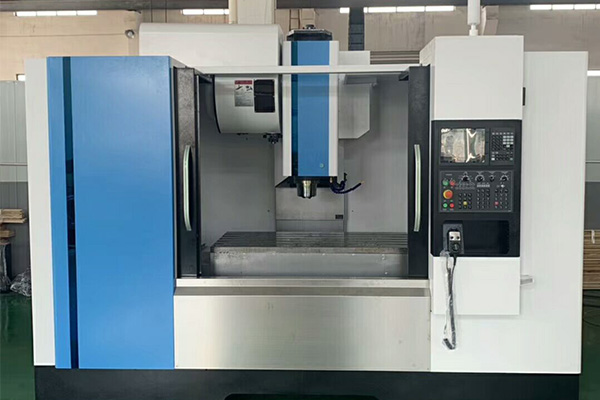
應遠離震源,不直接暴露在陽光下,無熱輻射,無濕度(dù)。如果震源接近臥式加工中心(xīn),應該在臥式(shì)加工中心(xīn)的周圍設置一套防震溝。加工中心加工廠家如果不(bú)設(shè)置防震溝會直接(jiē)影(yǐng)響到臥(wò)式加工中(zhōng)心的(de)加工精度以及穩定性,時(shí)間一久就會影響到電子元件接(jiē)觸不良,發生故障,影響臥式加工中心的(de)可靠性。臥式加工中心一般(bān)安裝在加工車間,熱賣加工中心加工加工車間機械設備較多,不可(kě)避免地會導致電網出現較大波動。所以臥式加工中心安裝的位置(zhì)必需嚴格控製電源的電壓和電流,必需把電(diàn)源的電壓和電流控製在臥式加工中心允許範(fàn)圍之(zhī)內,一定要保持電源的電壓(yā)和電(diàn)流穩定,否則會直(zhí)接影響(xiǎng)臥(wò)式加工中心的正常工作。
加工中心")

服(fú)務熱線:400-106-3006
手(shǒu)機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華(huá)港鎮龍溪工(gōng)業園區
加工")

