
努力打造(zào)中國數控機床行業品(pǐn)牌
![]() 台灣原(yuán)廠技術
台灣原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造(zào)中國數控機床行業品(pǐn)牌
![]() 台灣原(yuán)廠技術
台灣原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址(zhǐ):泰(tài)州薑堰華港鎮龍溪(xī)工業園區

那麽,如何校(xiào)正數(shù)控係統銑床導軌的精度不穩定(dìng)嗎?1.必須考慮修補層本身的機械強度和導軌的(de)實際工作環境。正在修(xiū)理不同標準(zhǔn)、不同性能、不同使用環境的數控銑床應選擇合適的焊(hàn)接(jiē)和粘貼材料、龍門(mén)雕銑機廠家先(xiān)進的校正方法和新工藝。2.需要考慮所選擇的校正過程是否會(huì)影響導(dǎo)軌的精度和力學性能。如果受(shòu)到溫度的影響,供應龍門雕銑機會不會引起導軌的變形?會改變導軌的機械強度和表(biǎo)麵硬度。3.必須考慮所選擇的校正過(guò)程對導軌材料的適應性。例如鑄(zhù)鐵材料的導軌(guǐ)一般(bān)不采用鑄鐵堆焊,因為鑄鐵的焊接性差,裂紋、氣孔等缺陷容易產生,不適合加工。

程序設計有絕對程序設計和相對(duì)程序設計。供(gòng)應龍(lóng)門雕銑(xǐ)機相對編程是指以每一直(zhí)線段的(de)起點作為加工輪廓曲線的坐標原點所確定的坐標係。也就是說,相對規劃的坐標原點經常發生變化,當位移連續時,不可避免地會出現累積誤(wù)差。絕對編程是在整個加工過程中,有相對統一的基準點,即坐標(biāo)原點,所以累積誤差小於相對編程。當NC車削工件時,龍門雕銑機廠家工件的徑向尺寸精度一般高於軸向尺寸。因此,在編程時(shí),最好對徑(jìng)向(xiàng)尺寸(cùn)采用絕對編程。考慮到加(jiā)工和編程的方便性,軸尺寸通常采用(yòng)相對編程,但對於軸的重要尺寸,絕對編程比較好。
應能保證被加工工件的精度和表麵粗糙度。使(shǐ)加工路線Z短,減少空(kōng)行程時間(jiān),提高加(jiā)工效(xiào)率。盡量簡化數值(zhí)計算的工(gōng)作量,龍門雕銑機廠家簡(jiǎn)化加工程序。對於某些重複使用的(de)程(chéng)序,應使用子程(chéng)序(xù)。數控加工有下列優(yōu)點:大量減少工裝數量,加工形(xíng)狀複雜的零件不(bú)需要複(fù)雜的工裝。供應龍門雕銑機(jī)如要(yào)改變零件的形狀和尺寸,隻需要修改零件加工程序,適用於新產品研製和改(gǎi)型。加工質量穩定(dìng),加工精度高,重複精度高(gāo),適應飛行(háng)器的加工要求。

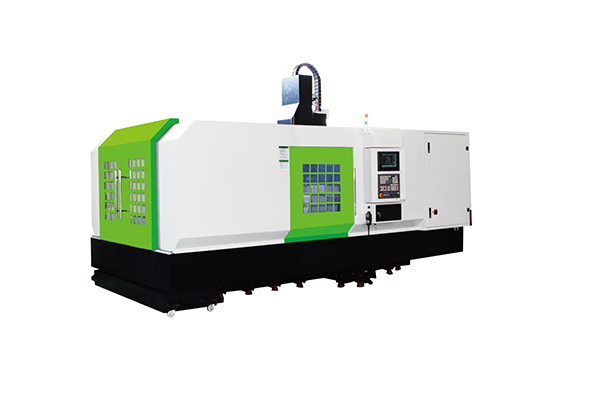
臥式(shì)加工中心的立柱(zhù)普遍采用雙立柱(zhù)框架結構形式,主軸箱在兩立柱之間(jiān),沿導軌(guǐ)上下移動。這種結構剛性大,熱對稱性(xìng)好,穩定性高。龍門雕銑機廠家小型臥(wò)式加工中心多數采用固定立柱式結(jié)構,其床身不大,且(qiě)都(dōu)是整體結構。臥式加工中心各個坐標的運動可由工作(zuò)台移動或由主軸移動來完成,也就是說某一(yī)方向的運功可以由刀具固定,工件移動來完成,供應龍門雕(diāo)銑機(jī)或者是由工件固定,刀具移動來完成(chéng)。
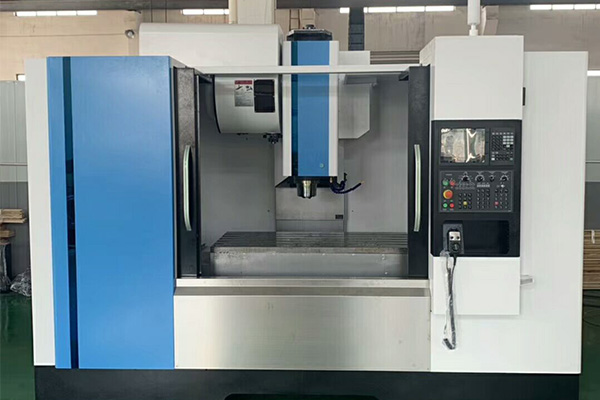
臥(wò)式加工中心與普通機床相比(bǐ),加(jiā)工精度更高,具有非常穩(wěn)定的加工質量。因此,操作(zuò)人(rén)員的素質要求很高,供應(yīng)龍門雕銑機特別是在減震器方麵,應注意以下使用方法:喇叭到機器在所需的腳孔中,螺(luó)釘的滲透,腳夾(jiá)緊(jǐn)螺母,所述螺母被放置在接觸與機器機床調平後,擰緊螺絲調平,固定(dìng)水平狀態..因(yīn)為橡膠的蠕變現(xiàn)象,無錫數(shù)控(kòng)車床,在墊鐵(tiě)第yi次使用時,龍門雕(diāo)銑機廠家兩星期以後再調節一次機床水(shuǐ)平機床橫向調整,螺(luó)母逆時針旋轉,機床(chuáng)向上。
")

服務熱線:400-106-3006
手機:135-8490-8969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業園區


