
努力打造(zào)中國數控機床行(háng)業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家(jiā)直銷
廠家(jiā)直銷
服(fú)務熱線(xiàn):
400-106-3006
努力打造(zào)中國數控機床行(háng)業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家(jiā)直銷
廠家(jiā)直銷
服(fú)務熱線(xiàn):
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真(zhēn): 0523-80931188
網址:http://www.ncxyjt.com
地址:泰州薑堰華港(gǎng)鎮龍溪工業園區

立式銑床立銑頭(tóu)中,主要易損件有主軸、主軸套簡(jiǎn)及套筒(tǒng)體孔。這些零件,在不發生嚴(yán)重磨損(sǔn)以致失效的情況下一般都可做-定的修複後繼續使用。 各磨損件修複方法如下(xià):主軸的修複: XA5032立(lì)式銑床(chuáng)的銑頭的(de)主軸結構與XA6132臥式銑床銑頭(tóu)主(zhǔ)軸結構基本-致,加工中心鑽床廠家 其修複方法可參照進行。套簡體孔的修複:套筒體(tǐ)孔的磨損會導致孔的圓度、圓柱度誤差(chà)增加,表麵粗糙度變差。由於在(zài)正常使用下,不會產生嚴(yán)重的磨損,供應加工中心鑽床故-般隻需 要通過研磨修複,即可恢複精度。但在修複(fù)之前需要單獨做一套研磨棒以供研磨時使用。
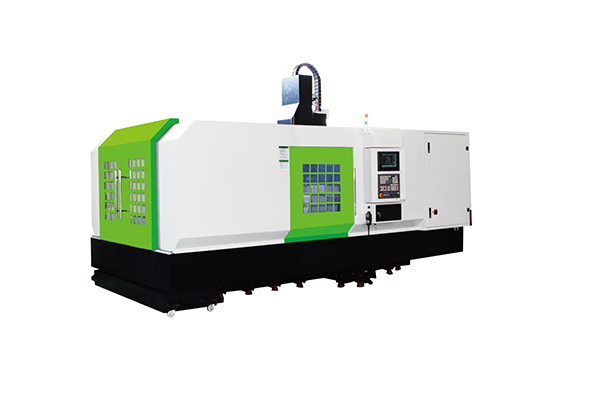
數控車(chē)床在日常操作中(zhōng)的維護(1)嚴格遵守操作規程(chéng)和日常維護製度(2)應盡量少開數控櫃和(hé)強(qiáng)電櫃的門在(zài)山東數控車床加工車間的空氣中(zhōng)一般都會有油霧、灰塵甚至金屬粉末,供應加工中心鑽床一旦它們落在數控係統內的電路板(bǎn)或電子器件上,容易引(yǐn)起元器件(jiàn)間絕緣(yuán)電(diàn)阻下降,甚至導致元(yuán)器件及電路板損壞。(3)定時清掃數控櫃的(de)散熱通風(fēng)係統(tǒng)應檢查數控櫃上的各個冷卻風扇工作是否正常。每半年或每季度檢查一次風道過(guò)濾器是(shì)否有堵塞現象(xiàng),加工中心鑽床廠(chǎng)家若過濾網上灰塵積聚過多,不及時清理,會引起(qǐ)數控櫃內溫度過高。(4)數控係統的輸入/輸出裝置的定期維護。
數控車(chē)床出產廠家建議(yì)您加(jiā)工(gōng)時找出發(fā)生共振的工件,供應加工中心鑽床改動頻率,避免(miǎn)再次發生(shēng)共振;重新考慮加工工藝,編(biān)製合理的程序;步進電機中的加工速率F不能(néng)設(shè)置過大;替換(huàn)同(tóng)步(bù)帶(dài);確定(dìng)機床裝置(zhì)牢固,放置平穩,查看拖板是否過緊(jǐn),間隙增大或(huò)刀架鬆(sōng)動等。加(jiā)工中心鑽床(chuáng)廠家另(lìng)一個問題便是工件加(jiā)工時的工序發生(shēng)變(biàn)化,但其它工序尺度。導致這種情(qíng)況呈現(xiàn)的原因是這段程序參(cān)數不合理,不在預定軌道內,變成(chéng)格局不契合說明書要求等。處理措施相對簡單,查看螺紋程序段是否呈現亂碼,或螺距不對,重新編(biān)製這段的(de)程序。
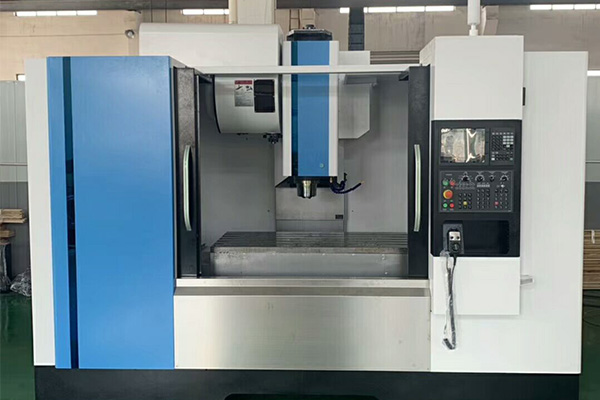
臥式加工中心的主軸和工作台的表麵都是立式設計的加工(gōng)中心,一般加(jiā)工都是大型機床,那麽,供應加工中心鑽床在實際生(shēng)產(chǎn)和應用中它與臥式加工中心有什麽區別呢設計不同上述(shù)設計是從兩個工作表麵臥式(shì)加工中心的主軸(zhóu)線不同的設計師(shī)的垂直和水(shuǐ)平的加工中心,並平行於工作表麵設計師長軸,加工中(zhōng)心鑽床廠家水平適用(yòng)於處(chù)理大的箱型的部件。

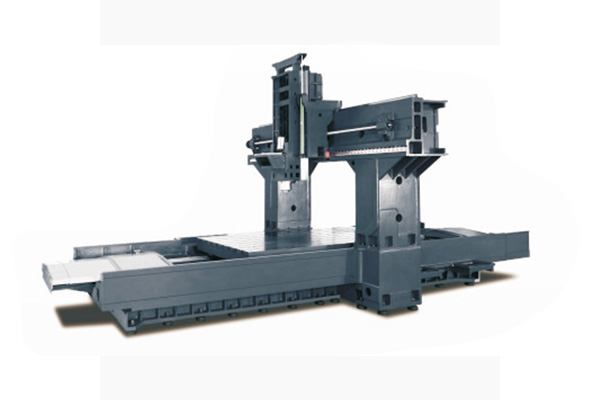
龍門刨銑床的主軸滾動軸承的合(hé)理布置,兩(liǎng)支承主軸軸承的配置形(xíng)式兩支承主軸軸承的配置形式、包括主軸軸承的選型、組合以及(jí)布置。供應加工中心鑽床主要根據(jù)對所設計主軸部(bù)件在(zài)轉速、承(chéng)載能力、剛度以及精度等方麵的要(yào)求。給出常用的兩支(zhī)承(chéng)主軸滾動軸(zhóu)承的布置(zhì)形式。在確定兩支承主軸軸承配置形式時應(yīng)遵循以下一般原則:龍門刨銑床適應剛度和承載能(néng)力的要求首先應滿足(zú)所要求的剛度和承載能力。徑向載荷較大時,加工中(zhōng)心鑽(zuàn)床廠家(jiā)可選用(yòng)軸承配置形式;較小時,可選用配置形式。此外,雙列軸承比(bǐ)單列(liè)的剛度高。由於提高前支承(chéng)的剛度能有效提高主軸部件的剛度,故提高剛度的軸承應配置在前支承。


服務(wù)熱線:400-106-3006
手機:135-8490-8969 陳總(zǒng)
郵箱:tonkyo@163.com
公司地址:泰(tài)州(zhōu)薑堰華港鎮龍溪工業(yè)園(yuán)區


