
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
400-106-3006

聯係人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址:http://www.ncxyjt.com
地址:泰(tài)州薑堰華港鎮龍溪工業園區

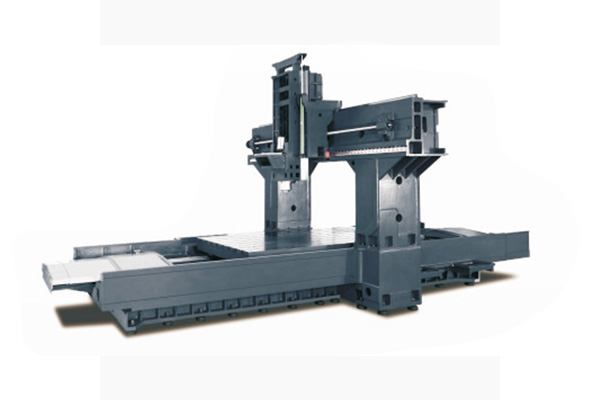
臥式加(jiā)工中心的主軸和工作台的表麵都是立式設計的加工中心,一般加工都是大型機床,那麽,熱(rè)賣臥式加工中心在實際生產和應(yīng)用中它與臥式加工中心有什麽區別呢設計不同上述設計是從(cóng)兩個工作表麵臥式加工中心的(de)主軸線不同(tóng)的設計師的垂(chuí)直和水平的加工中心,並平行於(yú)工作表麵設計師長軸,臥式加工中心報價水平適用於處理(lǐ)大的箱(xiāng)型的部件。

CNC加工中心數控機床作為高精度機床(chuáng),防撞是十分必要的,要(yào)求操作者養成仔細(xì)慎重的習(xí)慣,按正確的辦法操作機床,熱賣臥式加工中心削(xuē)減機床撞刀現象發作。隨著技能的發展出現了(le)加工過程中刀具損(sǔn)壞檢測、機床防碰擊檢測、機床自適應加工等先進技能,臥式加工中心報價這些可以(yǐ)更好地維護數控機床。概括起來9點原因(yīn):(1)程(chéng)序編寫過錯工藝組織過錯,工序承接聯係考慮不周詳,參數設定過錯。(2)程序單備注過錯(3)程序傳(chuán)輸過錯(4)選刀過錯。

數控精度對加工質量有舉足輕重的影響。要(yào)特別注意區別加工精度與機床(chuáng)精度兩個不同的概念。熱賣臥式加工中心將生產廠(chǎng)家(jiā)樣本上或產品合格證上(shàng)的位置精度當作(zuò)臥式加工中心的加工精度是錯誤的。樣本或合格證上標明(míng)的位置精度是加工中心本身的精度,而加(jiā)工精度是包括臥式(shì)加工中心本身所允許誤差在內的整個(gè)工藝係統各種因素所產生的誤差總和。選(xuǎn)型(xíng)時,臥式加工中心報價可(kě)參考工序能力係數Cp的評定方法來作為機床加(jiā)工精度的選型依據。一般說來(lái),合肥加工中心,計算結果應大(dà)於1.33。
雙工位交換工作台,當一個工作台在加工區內運行,另一工作台則在加工區外更換工件,為下一個工件的(de)加工做準備,臥式加工中(zhōng)心報價采用較新直驅(qū)式電機傳動機構,傳動速度快,熱賣臥式加工中心可實現4.5S工作台交換動作。使裝夾與加工同步(bù)進行,對加工時間短、裝夾頻繁節拍要求高的零件加工具有明顯優勢,大大提高了設備的利用率。

數控臥式加工中心的主軸采用寬裕電機驅動,扭矩大。良好的性價比,出廠精度按國家標準壓縮30%,屬精密級加工中心。熱賣臥式加(jiā)工中心分度台(tái)為1×360,鼠齒盤定位,定位精(jīng)度高。換刀裝置采用台灣刀庫凸輪機械手,性能可靠(kào),換刀時間短。五、數控臥式加工中心采用三維造(zào)型設計,美觀大(dà)方。臥式加工(gōng)中心報價數控臥式加工中心采用倒‘T’型(xíng)布局,立(lì)柱移動,剛性好。




